6.7. РЕМОНТ ЭКИПАЖНОЙ ЧАСТИ
Основными дефектами рамы являются трещины на трубах, наиболее вероятные места появления которых - узлы крепления коляски к раме и узел крепления подшипника (втулки) педали заднего тормоза. Перед осмотром мотоцикла указанные места необходимо тщательно промыть, протереть и осмотреть. При обнаружении трещин поврежденное место надо заварить.
Материал труб рамы хорошо поддается любому виду сварки. Надо помнить, что сварочные швы, наложенные поперек трубы и не по всей длине окружности, создают большие внутренние напряжения в трубе, поэтому для усиления поврежденного места на трубу надо приварить накладку так, чтобы швы не были поперечными (рис. 6.7).
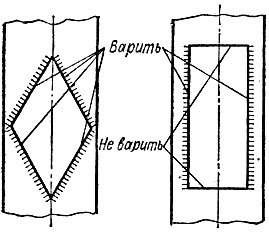
Рис. 6.7. приварка накладок на поврежденные трубы
Для ремонта поврежденных труб можно воспользоваться следующим способом. В месте нахождения трещины трубу перепиливают, кромки разделывают под углом 45° и внутрь трубы устанавливают буж (сплошной или трубчатый стержень, соответствующий внутреннему диаметру трубы). Затем поврежденное место проваривают по всей окружности, сварочный шов зачищают и красят. При этом отремонтированный участок получается практически равнопрочным с неповрежденным.
Основными дефектами передней вилки являются выкрашивание беговых дорожек подшипников рулевой колонки, течь масла, изгиб труб пера вилки, износ втулок труб и наконечников пера вилки, износ амортизаторов.
Выкрашивание беговых дорожек или трещины обоймы подшипников рулевой колонки определяют при вывешенном переднем колесе. После проверки и регулировки люфта подшипников поворачивают руль влево-вправо при отпущенном демпфере. Если руль вращается с заеданием, скачками, то переднюю вилку необходимо снять и заменить в ней дефектные детали. Течь масла устраняется заменой сальников.
Изогнутые трубы пера вилки необходимо заменить. Как временную меру можно рекомендовать рихтовку труб. Но отрихтовать трубы точно, особенно в домашних условиях, очень трудно. Даже небольшая непараллельность труб приводит к тому, что во время перемещения наконечников перьев по трубам вилку заклинивает, при этом она либо сразу выходит из строя, либо быстро изнашивается. Если все-таки приходится использовать выправленные трубы, нужно после установки вилки на мотоцикл установить колесо, не заворачивая затяжные гайки и не затягивая стяжной болт левого наконечника. Затем опустить мотоцикл, чтобы наконечники перьев поднялись вверх по трубам, и затянуть стяжной болт. После этого нужно вывесить переднее колесо и, опустив его, закрутить затяжные гайки.
Износ труб, втулок и наконечников пера вилки определяют, замеряя люфт наконечника относительно оси. Люфт не должен превышать 6 мм, при большем его значении детали надо заменить.
Изношенные трубы пера вилки можно восстановить, прошлифовав их на 0,1-0,15 мм (по диаметру) и отхромировав. В этом случае не только повысится срок службы самих труб, но и уменьшится износ сальников. Можно хромировать трубы и не шлифуя их, однако ввиду неравномерного износа труб по высоте работа вилки будет несколько хуже. Изношенные втулки можно заменить, изготовив новые из бронзы, латуни, чугуна. Можно изготовить втулки и из алюминиевого сплава, но срок службы таких втулок будет меньше. Необходимые справочные данные для ремонта передней вилки приведены в табл. 6.1. Предельно допустимые износы деталей и зазоры в сопряженных деталях передней вилки следующие:
Износ на диаметр, мм:
втулка пера вилки
нижняя 0,15
верхняя 0,80
наконечник пера вилки 0,15
труба пера вилки 0,80
Диаметральный зазор, мм:
втулка пера вилки нижняя - наконечник пера вилки 0,30
втулка пера вилки верхняя - труба пера вилки 1,50
Причиной снижения эффективности работы амортизатора передней вилки является увеличение зазора между штоком и гайкой трубки амортизатора, через который масло вытекает, не создавая сопротивления движению поршня. Для восстановления рабочего зазора необходимо: разобрать амортизатор, запаять латунью отверстие в гайке, замерить диаметр штока, просверлить в гайке новое отверстие так, чтобы зазор был минимальным. Точный размер зазора указать невозможно, вследствие неравномерности износа штока по высоте, поэтому отверстие надо выполнять таким, чтобы верхняя часть штока проходила с небольшим натягом, тогда в рабочей зоне зазор будет оптимальным.
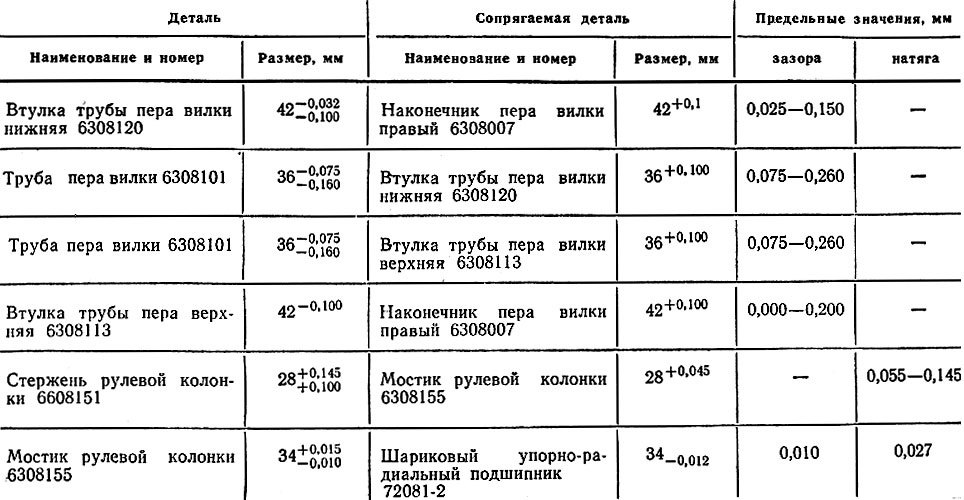
Таблица 6.1. Номинальные размеры, зазоры и натяги основных спрягаемых деталей передней вилки
Возможные неисправности колеса - деформации обода, ослабление заклепочного соединения ступицы с тормозным барабаном, повреждение покрышки и камеры, обрыв спиц.
Деформированный обод необходимо выправить или заменить. Обод можно отрихтовать, если длина поврежденного участка с одной стороны 70-100 мм. Для этого необходимо или полностью разобрать колесо, или ослабить спицы со стороны вмятины. Рихтовку производят алюминиевым или стальным молотком через прокладку из алюминия или твердого дерева. После рихтовки необходимо произвести натяжение спиц и проверку осевого и радиального биения. Обод, имеющий вмятины с двух сторон или трещину борта, подлежит замене.
При ослаблении заклепочного соединения ступицы заклепки необходимо дополнительно расклепать. Для усиления соединения можно проварить ступицу и барабан со стороны фланца ступицы прерывистым швом с шагом 20-25 мм и длиной провариваемых участков около 10 мм.
Покрышки, имеющие сквозные порывы каркаса длиной более 10 мм, ремонту не подлежат. Если длина поврежденного участка каркаса менее 10 мм или повреждение не сквозное (отслоение небольшого участка внутреннего слоя каркаса), то покрышки можно отремонтировать. При сквозном повреждении каркаса изнутри накладывают и присоединяют путем вулканизации заплату из прорезиненного чефера. Отслоившиеся нити каркаса можно привулканизировать сырой резиной.
Камеру, имеющую проколы, лучше ремонтировать путем вулканизации. Как временную меру можно рекомендовать установку заплат на клею. Другим видом повреждения камеры является отрыв вентиля, который происходит при проворачивании шины. На современных камерах вентиль привулканизирован, поэтому при отрыве установить его обратно практически невозможно. Для восстановления поврежденной камеры необходимо:
1. Заклеить место, где был вентиль (желательно путем вулканизации);
2. Сделать отверстие диаметром 10 мм на неповрежденном участке камеры, зачистить поверхность вокруг отверстия на диаметре 50 мм;
3. Нанести клей, через 10-15 мин нанести клей повторно;
4. Одновременно подготовить из чефера заплату диаметром 50 мм с отверстием в центре диаметром 10 мм, нанести клей аналогично вышеизложенному;
5. Вставить в отверстие на камере резьбовой вентиль, одеть на вентиль заплату, установить шайбу и затянуть гайку.
После высыхания клея проверить качество ремонта, накачав камеру.
Оборванные спицы необходимо заменить новыми.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'