2.4. РЕМОНТ ДВИГАТЕЛЯ
Неисправности двигателя можно разделить на три группы:
вызванные нарушением регулировки;
возникающие вследствие естественного изнашивания деталей при длительной эксплуатации;
случайные, вызванные поломкой деталей в результате скрытых дефектов, аварий, неправильной эксплуатации.
При возникновении неисправностей последней группы детали, как правило, имеют значительные повреждения и ремонту не подлежат. Ремонт двигателя в этом случае будет заключаться в замене поврежденных деталей новыми.
Неисправности могут быть вызваны нарушением регулировки: зажигания, карбюраторов, механизма газораспределения.
Порядок регулировки зажигания и карбюраторов будет дан в соответствующих разделах книги, здесь же мы подробнее рассмотрим регулировку механизма газораспределения.
В механизме газораспределения регулируется зазор в приводе клапанов. Для того чтобы клапан герметично садился на седло, необходимо, чтобы в то время, когда кулачок не воздействует на толкатель, между клапаном и деталями привода был зазор. Если зазора не будет, то клапан упрется в привод и не сядет на седло.
Регулировку зазора производят на холодном двигателе, так как при прогретом двигателе можно обжечься о горячие детали. Кроме того, зазор при нагревании изменяется. Причем у нижнеклапанного двигателя М-72 зазор при прогреве двигателя уменьшается (поэтому зазор часто называют «тепловым»), а у верхнеклапанных двигателей зазор увеличивается. Поэтому для нижнеклапанных двигателей при регулировке назначают больший зазор, а для верхнеклапанных - меньший. Кстати, термин «тепловой зазор» для верхнеклапанных двигателей мотоциклов «Урал» не совсем верен, хотя по привычке его часто употребляют. Если у верхнеклапанных двигателей зазор отрегулировать на горячем двигателе, то при остывании двигателя зазор может исчезнуть, что приведет к прогару клапанов.
Проверку и регулировку зазоров производят в соответствии с указанием инструкции или чаще, если появились признаки нарушения регулировки.
Внешним признаком увеличения зазоров в приводе клапанов является звонкий металлический стук в головках цилиндров на прогретом двигателе. Признаками отсутствия зазоров являются падение мощности двигателя, «хлопки» в карбюратор.
Для проверки и регулировки зазоров между клапаном и коромыслом необходимо снять крышку головки цилиндра (не забывайте, что в головке находятся масло) и установить коленчатый вал в такое положение, чтобы клапан был закрыт. В инструкции указано, при каком положении коленчатого вала регулируют каждый из клапанов. Такая регулировка обеспечивает наиболее точные значения зазоров с учетом биения кулачков.
Вследствие совершенствования технологии изготовления биение кулачков в настоящее время незначительно, поэтому можно предложить более простой способ регулировки. Для регулировки двух клапанов сразу в одном из цилиндров надо установить поршень в верхнюю мертвую точку в такте сжатия. Верхнюю мертвую точку можно определить по риске на маховике, а такт сжатия - по положению клапанов: оба клапана должны быть закрыты (у противоположного цилиндра при этом один из клапанов будет открыт). После этого необходимо щупом проверить зазор между штоком клапана и коромыслом. При отсутствии щупа зазор можно проверить, прижав коромысло к штоку клапана и вращая штангу. Штанга должна легко вращаться, но не должна иметь ощутимого осевого перемещения.
Если зазор не соответствует указанным в инструкции, то необходимо ослабить контргайку и отрегулировать его регулировочным болтом. После регулировки затянуть контргайку и вновь проверить зазор, так как при затяжке контргайки зазор часто изменяется. После регулировки зазоров в одном цилиндре повернуть коленчатый вал на 1 оборот и повторить операции на втором цилиндре.
Рассмотрим порядок ремонта двигателя при возникновении неисправностей, появляющихся в процессе эксплуатации.
В первые 8-10 тыс. км пробега чаще других встречается дефект «прихват» поршня, возникающий, как правило, в месте перехода юбки поршня в «холодильники». Если «прихват» незначительный (ширина полос с задирами 5×7 мм), необходимо опилить поршень мелким напильником или надфилем (пользоваться для этой цели наждачной бумагой нежелательно, так как абразивные частицы с бумаги будут вдавливаться в мягкий металл поршня и в дальнейшем вызовут повышенный износ цилиндра). Наволакивание алюминия на зеркало цилиндра можно удалить и наждачной бумагой, так как зеркало цилиндра достаточно твердое, абразивные частицы не вдавливаются в него и легко удаляются при промывке цилиндра.
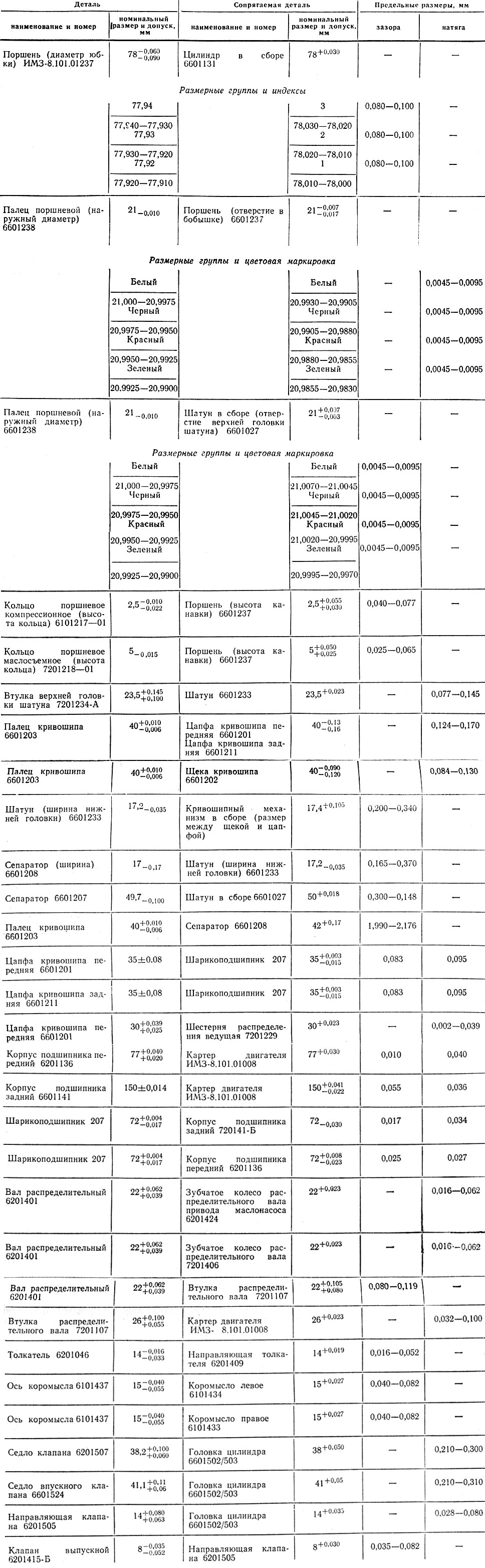
Таблица 2.2. Номинальные размеры, допуски, зазоры и натяги основных сопрягаемых деталей двигателя
Если же «прихват» распространился на значительную поверхность поршня, то в этом случае надо заменить поршень и кольца. Цилиндр при этом имеет значительные повреждения и требует расточки под ремонтный размер или замены. Данные, необходимые при ремонте двигателя, приведены в табл. 2.2 и в табл. 2.3.
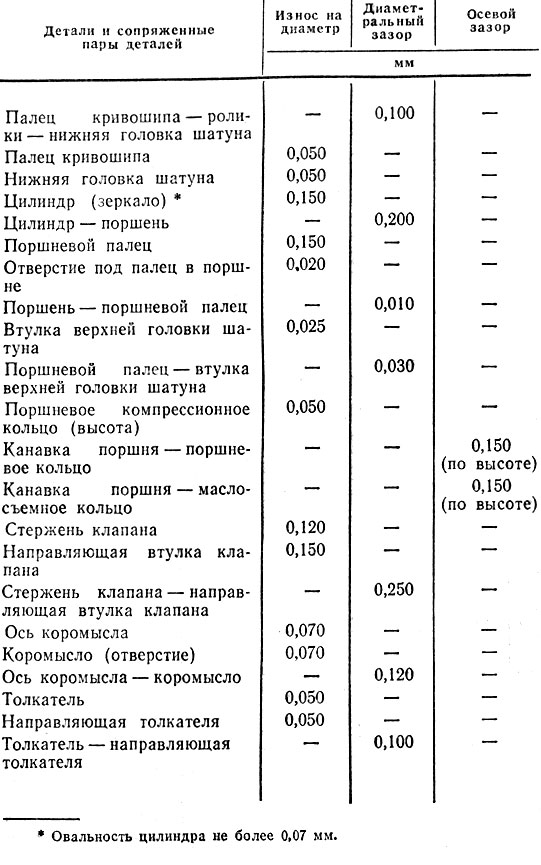
Таблица 2.3. Предельно допустимые износы деталей и зазоры в сопряженных деталях двигателя
Если одно или несколько колец поломаны и имеют повышенный износ (зазор в стыке более 1,2 мм), они подлежат замене, которую необходимо проводить с большой осторожностью вследствие хрупкости колец.
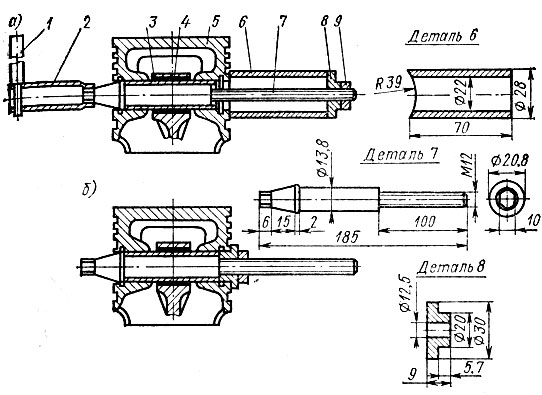
Рис. 2.16. Схема снятия (а) и установки (б) поршневого пальца: 1 - воротник; 2 - торцевой ключ 10×12; 3 - поршневой палец; 4 - шатун; 5 - поршень; 6 - втулка; 7 - стержень; 8 - шайба; 9 - гайка М12'brРис. 2.16. Схема снятия (а) и установки (б) поршневого пальца: 1 - воротник; 2 - торцевой ключ 10×12; 3 - поршневой палец; 4 - шатун; 5 - поршень; 6 - втулка; 7 - стержень; 8 - шайба; 9 - гайка М12
Для снятия и установки поршня можно изготовить универсальное приспособление (рис. 2.16). Для снятия поршня необходимо вынуть стопорные кольца поршневого пальца, отметить на поршне его расположение в двигателе (левый-правый, направление вперед), чтобы не нарушить приработку. Затем установить в поршневой палец стержень, надеть на стержень втулку и шайбу и накрутить гайку М12. Далее установить на стержень торцевой ключ 10×12 с воротком и, вращая гайку М12, выпрессовать поршневой палец (рис. 2.17).
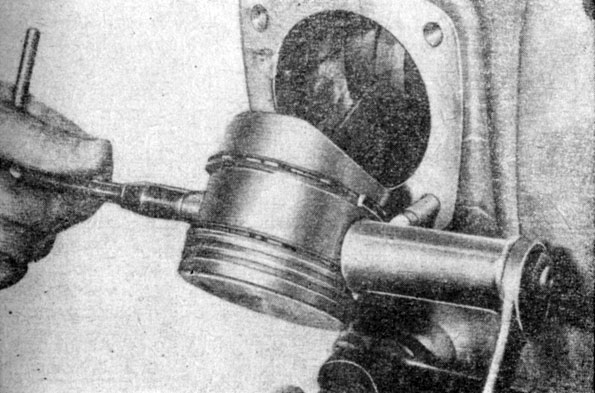
Рис. 2.17. Снятие поршня
Для установки поршня его необходимо нагреть. Для этого можно налить в поршень бензин (на высоту 5-7 мм от днища) и поджечь его. После этого установить поршневой палец на стержень приспособления, надеть шайбу и зажать их гайкой М12. Затем установить поршень на шатун (надо помнить о метках на поршне) и быстро вставить поршневой палец до упора шайбы в поршень.
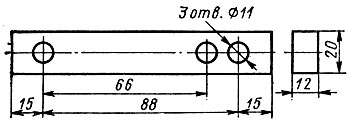
Рис. 2.18. Приспособление для снятия маховика и корпуса заднего подшипника
Для снятия маховика и корпуса заднего подшипника можно изготовить приспособление, показанное на рис. 2.18. При снятии маховика используются отверстия, расположенные на расстоянии 66 мм, а при снятии корпуса заднего подшипника - на расстоянии 88 мм. Чтобы снять маховик, отворачивают болт крепления маховика на 3-4 оборота, вворачивают в отверстия маховика две шпильки М10×1 длиной 50-60 мм и контрят их контргайкой. На шпильки устанавливают пластину приспособления и наворачивают гайки до упора пластины в болт крепления маховика. Если при дальнейшем подтягивании гаек маховик не снимется с коленчатого вала, необходимо ударить молотком по пластине напротив болта крепления маховика (рис. 2.19). Как правило, после этого маховик легко снимается при наворачивании гаек на шпильки. Вместо шпилек можно использовать подходящие болты. После снятия маховика вворачивают обратно болт крепления маховика на 3-4 оборота и, используя отверстия, расположенные на расстоянии 88 мм, снимают корпус заднего подшипника (рис. 2.20).
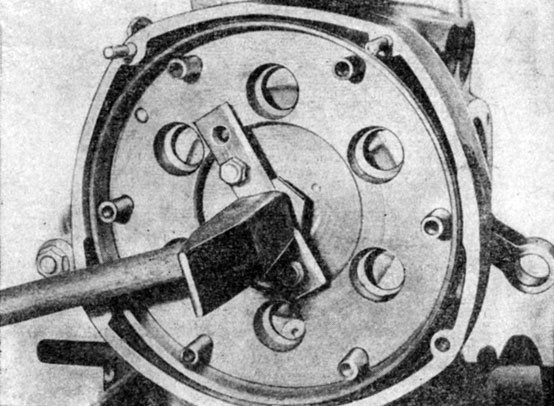
Рис. 2.19. Снятие маховика
Головки цилиндров в домашних условиях отремонтировать практически невозможно, поэтому можно дать только общие советы.
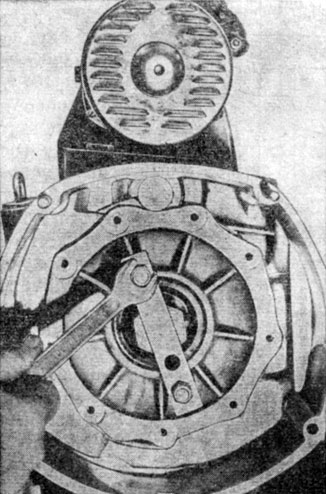
Рис. 2.20. Снятие заднего корпуса подшипника
Направляющую втулку и седла клапанов можно изготовить из бронзы, а сами клапаны - из автомобильных клапанов большего размера. Надо помнить, что материал впускного и выпускного клапанов разный, поэтому (особенно для выпускного клапана)) надо использовать соответствующие заготовки. На рис. 2.21-2.25 приведены чертежи клапанов впускного и выпускного, направляющей клапана и седел впускного и выпускного клапанов. После термообработки клапаны должны иметь твердость 27-34 HRCэ. На торец стержня наплавляют порошок ПК-С1-М (толщина слоя 1 мм), после чего твердость торца 48-50 HRCэ. Седла клапанов заменяют при образовании раковин, прогара или значительной выработки, причем не обязательно менять сразу все детали. Если, например, зазор между направляющей и клапаном велик, можно изготовить новый клапан, несколько большего диаметра и развернуть имеющуюся направляющую, или прошлифовать немного стержень имеющегося клапана для придания ему цилиндрической формы и установить новую направляющую. Перед запрессовкой направляющих и седел головку цилиндра надо нагреть до 200 °С. Если головка цилиндра снята, осмотрите впускной канал, в котором иногда остаются наплывы от литья. В этом случае необходимо с помощью шарошек или напильников удалить наплывы и заодно проверить совпадение каналов головки и карбюратора. Если каналы не совпадают, следует произвести подгонку, что улучшит наполнение цилиндров и повысит мощность двигателя.
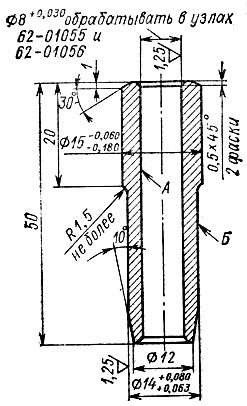
Рис. 2.21. Направляющая клапанов
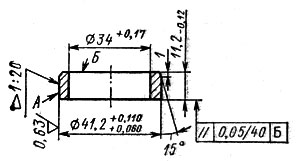
Рис. 2.22. Седло клапана впуска
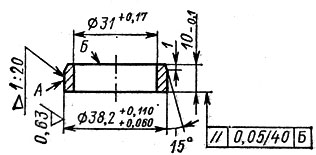
Рис. 2.23. Седло клапана выпуска
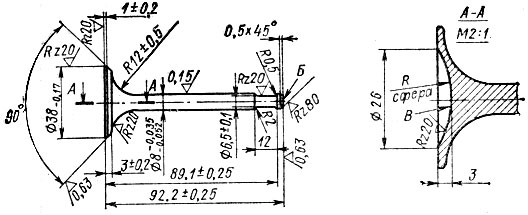
Рис. 2.24. Клапан влускной
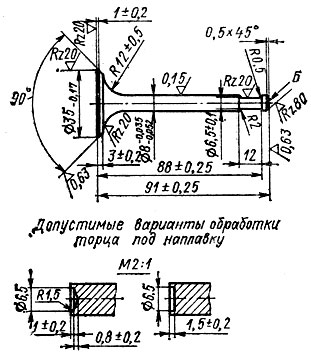
Рис. 2.25. Клапан выпускной
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'