Правка механическим воздействием
Вмятины в панелях кузова и оперения, у которых металл после удара не растянут, чаще всего выравнивают методом выдавливания или вытягивания вогнутого участка до придания ему правильного радиуса кривизны и при необходимости последующей рихтовкой выдавленной поверхности. Образующиеся в панели при большом растяжении металла выпучины нельзя выправить рихтовкой, поскольку в процессе ее выполнения вершина выпучины может внезапно потерять устойчивость и переместиться на другую сторону листа. Это обстоятельство, если учесть, что для устранения выпучины необходимо подсадить излишек металла, определяет способ ее правки.
Правку выпучин можно выполнять в холодном или нагретом состоянии. Устранение выпучины в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла (рис. 35). (как указано стрелками); при этом образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели. Для этого по направлению от металла, окружающего выпучину, к выгнутой части поверхности наносят молотком цепочку последовательных ударов по кругу; причем по мере приближения молотка к границе выпучины сила удара уменьшается. Чем большее число кругов на панели подвергается рихтовке, тем плавнее переход от выпучины к неповрежденной части металла.
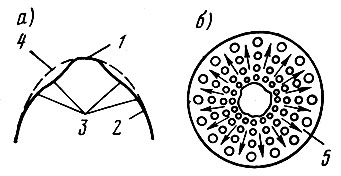
Рис. 35. Способы правки в панелях кузова выпучин без нагрева: 1 - выпучина; 2 - панель; 3 - участки панели, подлежащие растягиванию ударом молотка; 4 - радиус кривизны панели после правки выпучины; 5 - схема направления ударов молотком (указано стрелками)
Правка вогнутых поверхностей, у которых металл не растянут, методом выдавливания или вытягивания и последующей рихтовкой с применением незначительной ударной нагрузки не оказывает большого влияния на физико-механические свойства выправленного участка.
При правке молотком сильно растянутого металла в зонах непосредственного воздействия бойков внешние замкнутые части, будучи значительно больше обживаемых, препятствуют свободному поперечному течению металла. Это приводит к появлению значительных растягивающих напряжений, которые, нарастая от периферии к центру, создают разноименную схему напряженного состояния на растягиваемых участках. Кроме того, значительная пластическая деформация приводит к упрочнению металла (наклепу), увеличению его твердости, нарушению внутри и межкристаллитной целостности зерен и их границ и возникновению остаточных напряжений.
Значительная пластическая деформация, имеющая место при растягивании металла для устранения выпучины рихтовкой в холодном состоянии, увеличивает истинную поверхность металла на ремонтируемом участке и ухудшает стойкость его окисной пленки. В результате коррозионная стойкость металла ухудшается. Поэтому правку неровных (волнистых, небольших вогнутых поверхностей) металлических панелей кузовов и оперения механическим способом рекомендуется по мере возможности выполнять методом разглаживания специальными устройствами, выдавливанием или вытягиванием при помощи указанных ниже приспособлений, а выпучины править с применением нагрева.
При текущем ремонте в большинстве случаев панели кузова и дверей становятся доступными для правки после того, как будет снята часть обивки под участком, подлежащим ремонту. В качестве поддержки в местах, труднодоступных для правки, пользуются изогнутыми поддержками - лопатками (рис. 36, а), конец которых можно ввести между внутренними и наружными панелями кузова через зазоры или через монтажные люки внутренних панелей (рис. 36, б).
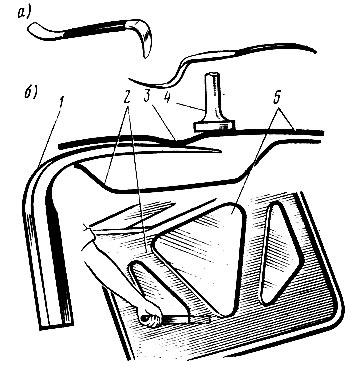
Рис. 36. Поддержки (а) для правки участков, закрытых внутренними панелями, и схема правки при их помощи крышки багажника (б) : 1 - поддержка; 2 - внутренняя панель; 3 - вмятина; 4 - рихтовальный молоток; 5 - наружная панель
Неглубокие пологие вмятины иногда удается выправить, не разбирая обивки кузова. В наиболее глубокой части вмятины сверлят отверстие диаметром примерно 6 мм, через которое вставляют изогнутый конец стержня и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заполняют припоем или эпоксидной пастой. Вмятины в труднодоступных или совсем не доступных для введения необходимого для правки инструмента (панели стойки ветрового окна, центральной стойки кузова и т. д.) вытягивают при помощи стержня с изогнутым концом, как указано выше, или вакуумным приспособлением, при помощи которого вогнутая поверхность вытягивается до упора в пластину, имеющую кривизну выправляемой части панели.
Если после вытягивания вмятины на поверхности металла остаются неровности, их заполняют пластической массой, как указано ниже.
На некоторых автотранспортных предприятиях в связи с отсутствием механизированного инструмента для выполнения ряда сложных операций применяют ручной инструмент. Так, рационализаторами Ленинградского пассажирского автотранспортного предприятия было внедрено приспособление (рис. 37) для вытягивания вогнутой поверхности, которую невозможно выправить выдавливанием из-за невозможности подобраться к поврежденному участку обычным инструментом. В центре вмятины высверливают отверстие диаметром 15 мм, в которое вставляют вытяжной стержень 5, а на него при помощи гайки 7 крепят шайбу 6. Приспособление крепится за кольцо 1 на подвижной опоре. Корпус 3 приспособления вращается при помощи воротка 4 и за счет перемещения по ходовому винту 2 происходит вытягивание деформированного участка. По окончании правки отверстие можно заварить или запаять.
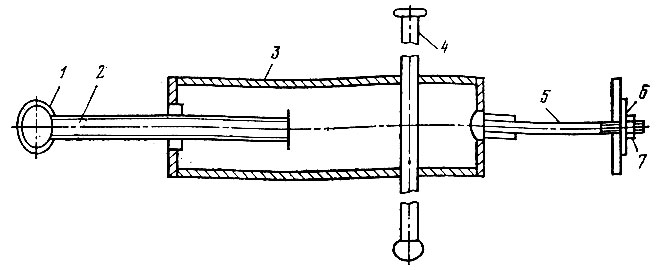
Рис. 37. Приспособления для вытягивания вогнутых поверхностей
Рязанским филиалом ЦКТБ объединения Россельхозтехника разработаны растяжки для правки перекосов проемов кабины автомобиля ГАЗ-53А (рис. 38).
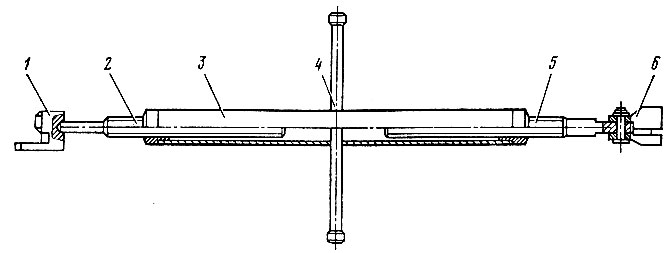
Рис. 38. Растяжки для правки перекосов в проемах кабины для дверей: 1,6 - струбцины; 2,5 - винты; 3 - гайка; 4 - рукоятка
При правке дверного проема кабины растяжка вставляется струбцинами 1,6 в противоположные углы его. При вывертывании винтов 2 и 5 происходит исправление дверного проема. Такая же растяжка с другими струбцинами изготовлена для правки перекосов проема ветрового окна.
Для правки передней облицовки радиатора грузового автомобиля и более точного придания первоначальной конфигурации применяется устройство, приведенное на рис. 39.
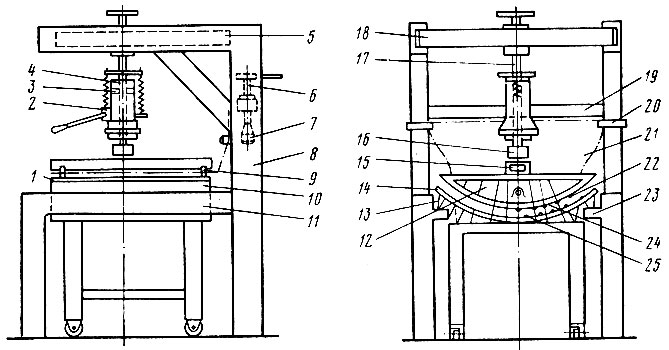
Рис. 39. Устройство для правки облицовки радиатора
Опорная рама устройства выполнена в виде жесткой конструкции соединенных между собой вертикальных стоек 8, нижних 11 и верхних 5 горизонтальных стенок. На нижних горизонтальных стенках установлены направляющие 23 для тележки 10. На верхних горизонтальных стенках подвижно на траверсе 18 на ходовом винте 17, прикрепленном к штоку 4, подвешен гидравлический цилиндр 3 с ручным насосом 2. Между вертикальными стойками 8 на балке 19 закреплена винтовая тяга 6 с серьгой 7. На вертикальных стойках закреплены также ограничители 20. Тележка снабжена верхней плитой 14, выполненной криволинейной цилиндрической формы с продольными ступенчатыми пазами 24, и центральным желобом 25.
На плите тележки установлена криволинейная решетка с соответствующими по форме пазов продольными гранеными стержнями 22, соединенными поперечной силовой балкой 12. Снаружи плиты тележки закреплены направляющие уголки 1. Устройство снабжено съемной силовой поперечиной 13 и опорной подставкой 15.
Чтобы выправить облицовку 21, тележку выдвигают и устанавливают на верхнюю плиту 14 облицовку автомобиля так, чтобы ее ребра расположились напротив ступенчатых пазов 24, а центральное ребро облицовки - напротив центрального желоба плиты. Затем поверх облицовки устанавливают поперечную силовую балку 12 и лобовой щит 9 с пропущенным через них направляющим ходовым винтом с выступом.
Тележку передвигают по направляющим 23 в раму и посредством гидравлического цилиндра 3 ручным насосом 2 и пуансоном 16 поджимают решетку к плите 14. По мере поджатия силовым цилиндром облицовки следят, чтобы деформированные ребра облицовки зашли в пазы на плите 14. При этом вручную ребра облицовки направляются в ступенчатые пазы. Когда верхняя часть облицовки (деформированная) просела вниз, прикрепляют серьгу винтами к облицовке и подтягивают вверх. При этом по мере необходимости поджимают ходовой винт.
Процесс выдавливания и вытягивания вогнутых поверхностей и частей кузова, а также устранение перекосов и прогибов в кузове могут быть механизированы и автоматизированы путем применения пневмогидравлических и гидравлических устройств с автоматическим или ручным приводом и прилагаемого к ним набора приспособлений (рис. 40 и 41).
Приведенные на рис. 40 и 41 приспособления могут быть использованы при применении правильных устройств как с автоматическим, так и с ручным приводом. Такой набор приспособлений широко применяется в зарубежной практике при ремонте автомобиля в сборе.
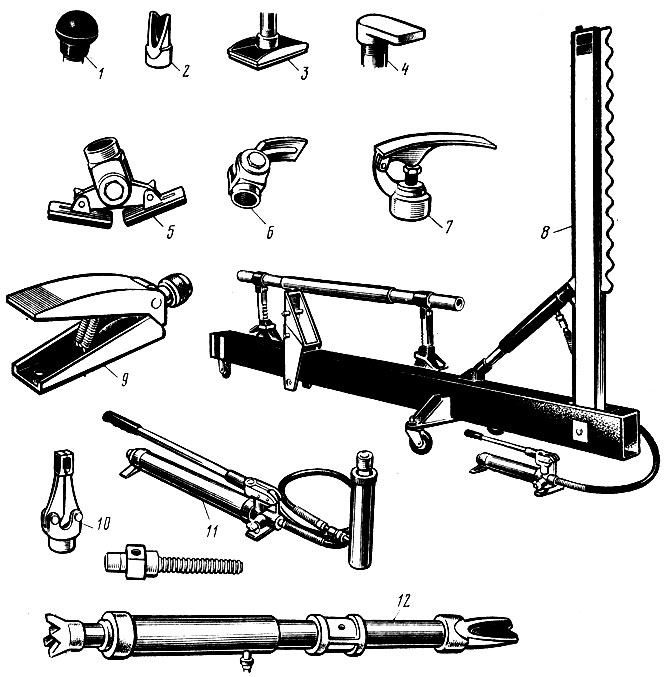
Рис. 40. Устройство с пневмогидравлическим насосом и набором приспособлений для выдавливания вогнутых поверхностей и устранения перекосов и прогибов в кузове: 1 - упругая головка; 2 - клинообразная головка; 3 и 4 - опорные головки с резиновыми наклейками; 5 - саморегулирующиеся (в зависимости от кривизны панели) головки для правки; 6 и 7 - лопатообразные головки; 8 - правильное устройство; 9 и 10 - гидравлические раздвижные клинья; 11 - гидравлический насос; 12 - гидравлический цилиндр с удлинительной трубкой и плунжером
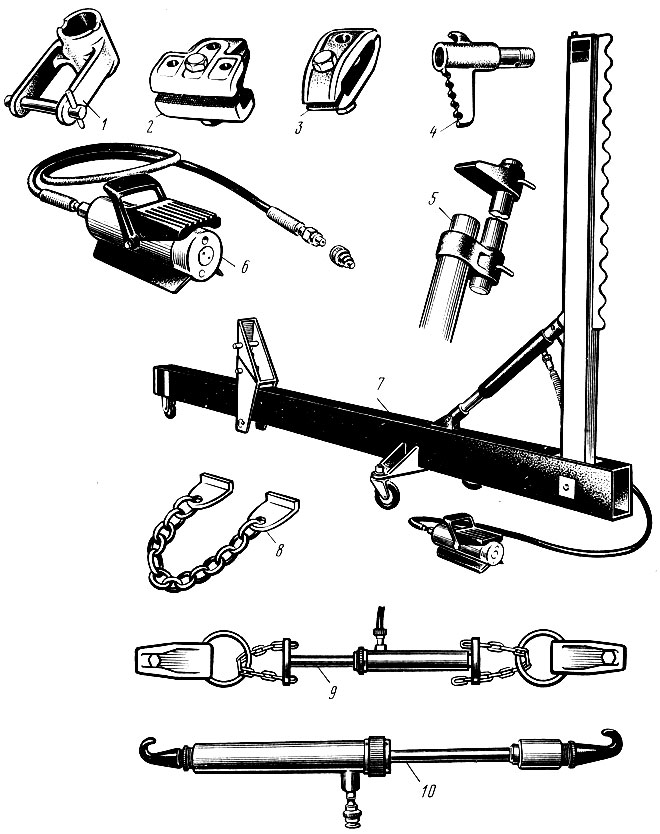
Рис. 41. Устройство с гидравлическим насосом и набором приспособлений для вытягивания вогнутых поверхностей: 1 - оправка для вытягивания вогнутых деталей; 2 и 3 - самозакрепляющиеся гидравлические зажимы; 4 - оправка с зубцами для лучшего захвата выпрямляемой панели; 5 - гидравлические струбцины; 6 - пневмогидравлический насос; 7 - правильное устройство; 8 - двойной захват; 9 - натяжной цилиндр с вытягивающим устройством; 10 - натяжной цилиндр с захватами
Передвижные правильные устройства имеют опорную стойку и гидравлические домкраты, позволяющие удерживать эту стойку и автомобиль в нужном положении в процессе правки. Способы ремонта некоторых поврежденных участков кузова с применением указанных приспособлений показаны на рис. 42.
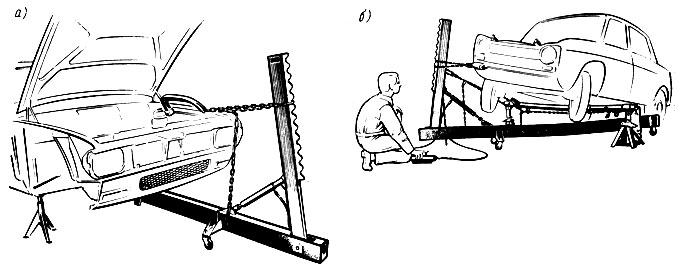
Рис. 42. Вытягивание вдавленного участка: а - вперед и вниз; б - по диагонали
При обнаружении местных деформаций кузова, заклинивания дверей, окон, а также после аварийных повреждений проверяют геометрические параметры кузова. Проверка геометрических параметров проводится непосредственным измерением: расстояния между заданными точками перекошенного узла с помощью стальной рулетки; углов в вертикальной плоскости при помощи угольника угломера с уровнем или линейки с транспортиром и отвесом; отклонения от горизонтальной плоскости при помощи нивелира и нивелирной рейки. Кроме того, геометрические параметры можно проверить при помощи самоцентрирующегося раздвижного приспособления (рис. 43). Величину перекоса можно определить сравнением поврежденного узла с таким же неповрежденным на однотипном кузове или неповрежденной противоположной стороной этого же кузова.
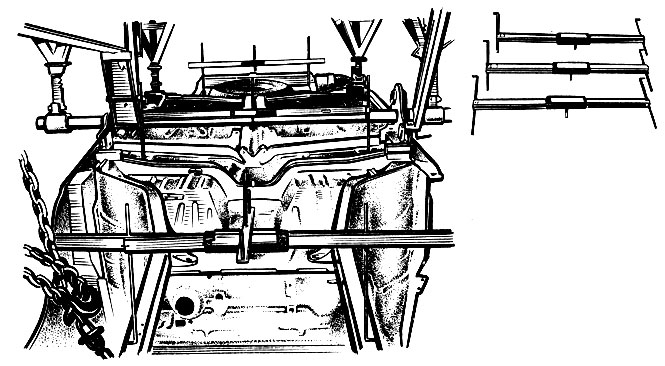
Рис. 43. Самоцентрирующееся раздвижное приспособление
Искажения геометрических размеров (перекосов и прогибов) в кузове устраняют усилием, направленным противоположно тому, которое действовало во время аварии.
Прогибы в плоскости двери устраняют при помощи бруска и струбцины (рис. 44), которыми подтягивают края двери в одну или другую сторону (в зависимости от направления прогиба) к бруску до придания двери правильной кривизны.
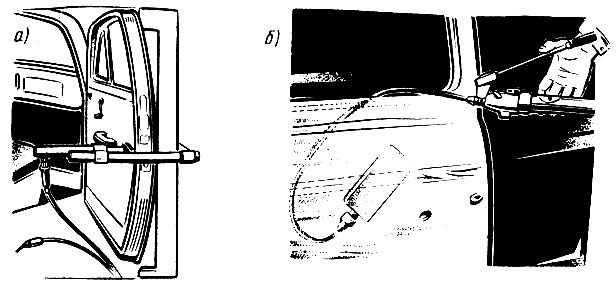
Рис. 44. Устранение прогиба в плоскости двери (а) и правка вмятины в наружной панели двери (б)
Вмятины в наружной панели двери выдавливают при помощи гидравлического клина (рис. 44, б), установленного через монтажный люк внутренней панели двери. Губки клина, разжимаясь в результате гидравлического давления, выдавливают вогнутую часть панели в нормальное положение.
Правка прогиба в крыше (в дверном проеме) показана на рис. 45, а, а устранение перекоса в дверном проеме - на рис. 45, б.
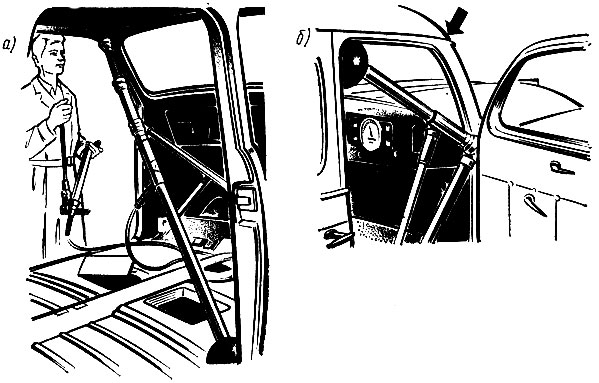
Рис. 45. Правка прогиба в крыше (а) кузова (в дверном проеме) и устранение перекоса в дверном проеме (б)
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'