Правка с применением нагрева
Сущность термического cпоcoбa правки заключается в том, что нагреваемый участок панели в процессе теплового расширения встречает противодействие со стороны окружающего холодного металла и, увеличиваясь в поперечном направлении, уменьшается в продольном, т. е. в плоскости панели. В процессе остывания происходит дальнейшее уменьшение выпучины за счет того, что нагретые участки, охлаждаясь, стягивают нагретую часть панели. Для усиления стягивающего действия зону нагрева следует располагать как можно ближе к вершине выпучины. Однако это может привести к потере устойчивости выпучины и перемещению ее вершины на другую сторону панели, поэтому нагрев осуществляют по направлению от краев выпучины к ее середине.
Нагревание осуществляется пятнами или полосами с помощью ацетилено-кислородной горелки до температуры 600-650°С. Пятна диаметром 20-30 мм ориентируют вдоль длинных сторон выпучины (рис. 46, а). Последовательность нагрева - от наиболее жестких участков к менее жестким. Расстояние между центрами пятен 70-80 мм.
Более производительная правка - путем нагрева панели полосами шириной 20-30 мм (видимая зона), которые располагают в зависимости от ориентации выпучины с учетом поперечного укорочения листа. Если форма выпучины приближается к шаровой поверхности, то нагрев осуществляют перекрещивающимися полосками или полосой, расположенной по склонам выпучины (рис. 46, б). Нагрев каждой последующей полосы выполняют после полного остывания предыдущей. Правку металла можно ускорить, применив искусственное охлаждение. Воздушный шланг закрепляется непосредственно на горелке.
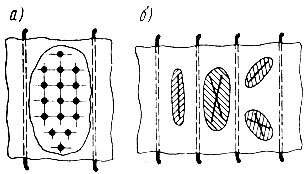
Рис. 46. Способы нагрева выпучин при правке панелей: а - нагрев пятнами; б - нагрев полосами
Когда имеется свободный доступ к выпучине с наружной и внутренней сторон панели, для ускорения процесса правки применяется следующий способ устранения выпучины в нагретом состоянии. Самую растянутую ее часть нагревают небольшими пятнами и ударами деревянного молотка вокруг нагретого пятна "вгоняют" излишек металла в это пятно (рис. 47). При этом под выравниваемый участок (нагретый пятнами) подставляют поддержку, перекрывающую осаждаемую площадь. Этот способ правки позволяет восстановить первоначальную кривизну панели в растянутом месте (выпучину) и в значительной степени ее пластичность с минимальной затратой времени.
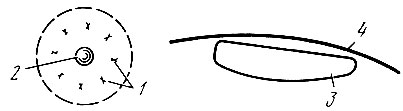
Рис. 47. Схема правки выпучины в нагретом состоянии: 1 - примерное направление ударов молотком; 2 - нагретое пятно; 3 - поддержка; 4 - панель
Во избежание резкого вспучивания ремонтируемого участка при концентрированном местном нагреве и ухудшении его механических свойств при посадке интервал температур нагрева должен быть 600-650°С (вишнево-красное каление), диаметр нагретого пятна следует рекомендовать в пределах 20-30 мм в зависимости от размера растянутого участка, подлежащего посадке. С увеличением размера выпучины при одной и той же стреле прогиба необходима меньшая площадь нагрева для посадки выпучины. При правке крутых глубоких вмятин наиболее деформированный участок разрезают, а после посадки сваривают.
Вмятины в панелях кузова, изготовленных из листового дюралюминия, трудно поддаются ремонту, так как дюралюминий в результате наклепа и старения сильно упрочняется. Снятие этих напряжений осуществляется отпуском участка металла, подлежащего ремонту. Отожженный дюралюминий становится мягким и легко поддается обработке давлением.
Отпуск заключается в нагреве металла до 300-320°С, выдержке при этой температуре в течение 0,75-1,0 ч и в последующем охлаждении в воде или на воздухе. Поскольку при нагревании дюралюминий не изменяет своего цвета, температуру нагрева для отжига определяют при помощи термочувствительного карандаша или термоиндикатором.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'