Глава 8. Организация технического контроля ремонта кузовов
Общие вопросы организации технического контроля
Качество ремонта кузова и оперения автомобиля контролируется по всему технологическому циклу ремонта непосредственно на участках, где выполняются ремонтные операции, а также в процессе сборки и отделки кузова и приемки отремонтированного кузова согласно техническим условиям (ТУ) на ремонт автомобилей, которые содержат требования к состоянию основных деталей, поступающих на сборку, необходимые данные для контроля их в процессе сборки и указания по проверке и приемке собранных кузовов, кабин и оперения. Увеличение объемов ремонтного производства современных кузовов (кабин) вызывает необходимость рассмотрения и решения вопросов дальнейшего совершенствования организационных форм управления качеством продукции на основе требований разделения и кооперирования труда ИТР. Это достигается прежде всего за счет создания правильной организации структуры, четким и ясным определением обязанностей каждого ИТР участка и цеха. Качество продукции ремонтного предприятия находится в прямой зависимости от состояния технологии производственного процесса. Для правильной организации технической подготовки важное значение приобретает создание технологии контроля, которая должна быть неотъемлемой частью технологии производства. Специализация и расчленение производственного процесса на конкретные и более узкие операции вызывают необходимость усиления входного контроля материалов и готовых изделий, поступающих на ремонтные предприятия от промышленности.
Организация входного контроля на многих предприятиях отстает от современных требований, в результате чего на участки попадают некондиционные изделия.
Расширение практики возложения ответственности за качество выполняемых работ на непосредственных исполнителей сокращает нормы применения сплошного вида контроля качества продукции работниками ОТК. Поэтому возникает необходимость дальнейшего совершенствования всех видов контроля, включая применение рациональных норм выборочного и окончательного контроля для каждого технологического процесса, которые дали бы возможность с наименьшими финансовыми затратами на контроль обеспечить высокое качество ремонта и обслуживания продукции.
Научная организация управления качеством продукции предусматривает необходимость обязательного планирования предприятиями показателей качества изделий, их надежности и долговечности. Поэтому организация контроля качества должна способствовать широкому участию работников аппарата технического контроля в подготовке исходных данных для разработки показателей качества в самом процессе разработки, в работе по сравнению запланированного качества с фактически полученным и т. д. Большое влияние на выпуск доброкачественных изделий имеет система организации бездефектного ремонта и изготовления продукции. Эта система основывается на том, что качество изделий создается в процессе производства, а не в процессе контроля. Рабочий лучше, чем кто-либо другой, знает, что и где им сделано плохо, знает о всех скрытых дефектах. В конечном счете от его честности зависит, проникнет или нет дефектное изделие к потребителю. Производственный мастер, технолог, инженер и начальник цеха в такой же степени, как и рабочий, несут ответственность за качество выпускаемой продукции, так как они обязаны создать для рабочего все необходимые условия, обеспечивающие бездефектное изготовление или ремонт изделий.
Система предусматривает следующий порядок сдачи и приемки. Каждый рабочий, прежде чем предъявить ОТК изготовленные изделия или выполненные операции, обязан сам предварительно проверить их качество. Предъявление продукции ОТК для приемки осуществляется производственным мастером после того, как он лично убедится в том, что продукция соответствует технической документации. Работник ОТК при обнаружении первого же дефекта в предъявленной продукции прекращает дальнейший осмотр и возвращает (отклоняет) ее производству для повторной проверки на полное соответствие техническим условиям. Работникам ОТК запрещается разбраковывать детали, узлы и другие изделия и составлять ведомости дефектов.
Вторичное предъявление продукции, отклоненной ОТК от приемки, производится только на основании письменного разрешения начальника цеха, в котором указываются принятые меры по устранению дефектов и по перепроверке продукции. Если же и на этот раз на предъявленной продукции обнаружен дефект, то в третий раз она может быть предъявлена ОТК только после письменного разрешения руководителя предприятия.
Из технической документации исключаются все указания, предусматривающие составление дефектных ведомостей в процессе приемки продукции. Таким образом, в соответствии с требованиями системы организации бездефектного труда исполнителям запрещено допускать отклонения от технической документации при изготовлении и ремонте деталей кузова. Поэтому рабочие и мастера перед предъявлением изделия ОТК обязаны сами внимательно проверить ее качество и убедиться в отсутствии дефектов, т. е. проконтролировать самих себя.
Внедрение самоконтроля выполненных работ повышает технологическую и производственную дисциплину исполнителей, способствует снижению затрат труда ИТР на оценку качества продукции и в целом положительно влияет на организацию выпуска бездефектных изделий. Хорошо организованный самоконтроль активно способствует развитию движения среди рабочих и бригадиров за работу с личным клеймом и сдачу продукции без предъявления ОТК. Личные клейма вручаются передовым, наиболее квалифицированным, сознательным рабочим и бригадирам, в течение длительного времени выпускающим продукцию без дефектов.
Вручение личного клейма и удостоверения, а также объявление приказа производится директором или главным инженером предприятия на общецеховом собрании. Работники ОТК периодически проверяют качество работ, выполняемых исполнителем. Замечания по результатам проверки могут отражаться в "удостоверении на право работ с личным клеймом" или в учетном листе (заведенном на каждого рабочего). Старший контрольный мастер участка (цеха) может ввести контроль операций, выполняемых рабочими с личным клеймом на определенный период, по его усмотрению. У рабочих ежегодно проверяются знания и практические навыки работы. Аттестацию проводит комиссия в составе начальника участка (цеха), контрольного мастера, инженера-технолога и представителя общественности. По положительным результатам аттестации продляется срок действия удостоверения.
Порядок отметки нарядов устанавливается начальником участка (цеха) и старшим контрольным мастером участка (цеха). Рабочие, имеющие личное клеймо гарантии качества, получают премии в повышенном на 5-10% размере.
Личное клеймо действительно только на том рабочем месте, где работает исполнитель. Рабочие, не оправдывающие оказанного им доверия, допускающие дефекты и брак в работе, а также нарушающие порядок предъявления на контроль ОТК первых или опытных изделий и операций, по предъявлению старшего контрольного мастера участка (цеха) лишаются права работать с личным клеймом. Клеймо отбирается на основании приказа руководителя предприятия.
Эффективность внедрения массового самоконтроля во многом зависит от автоматизации, механизации работ, повышения технического и организационного уровня каждого рабочего места и в целом всего производства. Вместе с тем самоконтроль, а следовательно, и качество продукции - это сложный узел не только технических и организационных вопросов, но и вопросов этики, дисциплины и взаимоотношений.
Поскольку при капитальном ремонте кузова обычно заменяют некоторые разрушенные его части с применением различных видов соединений (сварки, клепки, склеивание и др.), после ремонта следует тщательно проверить качество выполненных работ, обратив особое внимание на размеры геометрии пола (основания) кузова несущей конструкции и точек крепления агрегатов. На рис. 106 показан стапель, разработанный ПКБ Главмосавтотранса, для контроля геометрии кузовов семейства "Москвич" при их диагностике и ремонте, а также для правильной установки и проверки точности расположения точек крепления агрегатов и механизмов автомобиля к полу кузова. Остовом стапеля является каркас 2 сварной конструкции. На верхней плоскости каркаса укреплены болтами контрольные приспособления. Отверстия под болты выполнены в каркасе овальными, что дает возможность устанавливать контрольные элементы с необходимой точностью по эталонному кузову.
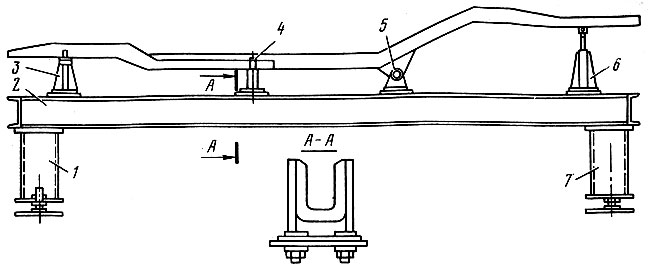
Рис. 106. Стапель для контроля геометрии кузовов автомобилей 'Москвич-412'
Каркас опирается на четыре стойки 1 и 7. К нижней пластине стойки крепится винтовой механизм для регулирования расстояния от пола цеха до поверхности каркаса. Передние стойки 3 слева и справа предназначены для контроля положения передних лонжеронов кузова после правки или при их приварке. Нижняя часть каждой стойки имеет горизонтальную площадку с овальными отверстиями для крепления болтами к плоскости каркаса. Верхняя часть каждой стойки также имеет горизонтальную площадку, на которой укреплен вертикальный штифт. Задние концы передних лонжеронов кузова контролируются двумя опорами: левой и правой 6. Обе опоры имеют плоское основание с овальными отверстиями для их установки на плоскость каркаса. Опоры крепятся болтами с предварительной фиксацией штифтами. Овальные отверстия в основании позволяют выставить опоры на каркасе по эталонному кузову автомобиля. Верхние части опор выполнены в виде призм охватывающих профиль лонжеронов. Средняя стойка 4 предназначена для проверки положения тоннеля кузова автомобиля. Эта стойка состоит из плоского основания с овальными отверстиями, корпуса и верхней арки, повторяющей форму поперечного сечения тоннеля. Кронштейны левый и правый 5 предназначены для проверки положения кронштейнов кузова для крепления передних концов задних рессор автомобиля. Отверстия в основании кронштейнов овальные, позволяющие регулировать положение кронштейна. К верхнему концу стойки приварена втулка. При установке кузова на стапель эта втулка входит в паз кронштейна крепления переднего конца задней рессоры. При этом ось отверстия втулки должна совпадать с осью отверстия кронштейна кузова. В это совмещенное отверстие вставляется палец. Таким образом кронштейны 5 стапеля одновременно служат задней опорой кузова автомобиля и являются контрольными для его кронштейнов.
Стойки 6 левая и правая задние предназначены для проверки геометрии задних лонжеронов кузова в местах крепления задних концов рессор к лонжеронам. Стойки выполнены аналогично кронштейну 5, но она выше, и на верхнем конце вместо втулки снабжена скобой, охватывающей задний лонжерон автомобиля около отверстия под палец рессоры. Скоба имеет отверстия в щеках.
При недеформированных задних лонжеронах кузова отверстия в скобах кронштейнов и лонжеронах кузова совпадают. В эти отверстия вставляются пальцы, которые скрепляют кузов с подставками.
Стапель устанавливают на полу цеха по уровню регулировочными винтами, находящимися на опорных стойках стапеля. Затем устанавливают кузов на стапель цеховым грузоподъемным устройством и проверяют совмещение отверстий крепления агрегатов и механизмов на кузове с отверстиями контрольных приспособлений стапеля. Габариты стапеля 3800×1690×1000 мм, масса 342 кг.
Стапель аналогичной конструкции, но с учетом соответствующих размеров и точек крепления агрегатов, разработан ПКБ Главмосавтотранса для выверки кузова автомобиля ГАЗ-24 "Волга".
Контрольные испытания кузова на вибрацию и шум после его ремонта и сборки автомобиля можно осуществлять на стенде, разработанном итальянской фирмой "Rabotti". Этот стенд снабжен двумя рядами роликов с эксцентриками, шаг которых регулируется в зависимости от модели испытываемого автомобиля. Ролики приводятся во вращение непосредственно от ведущих колес автомобиля, что позволяет создать условия движения по неровной дороге. Этот вид испытаний позволяет по возникающему шуму определить неисправность в местах соединения и крепления элементов кузова, а также проверить эффективность действия подвески автомобиля.
Результаты контрольных испытаний сравниваются с эталонными значениями, установленными экспериментально для каждой модели автомобиля.
Характер реальных деформаций кузова можно наблюдать также при движении автомобиля с малой скоростью. Такие испытания позволяют устанавливать явления скрипа кузова, характер большей части локальных деформаций или относительных деформаций в трехмерных координатах лицевых панелей кузова.
Для проверки кузова на пыленепроницаемость требуется удалить воздух из кузова во время его нахождения в пылевой камере. Для этого откачивающую воздух установку присоединяют обычно к окну двери. Затем автомобиль помещают в пылевую камеру, в которую нагнетают в течение 10 мин пыль. При осмотре кузова можно легко обнаружить места проникновения пыли. Для проверки эффективности уплотнения крышки багажника следует обеспечить во время испытания одновременную откачку воздуха из кузова и из багажного отделения.
При проверке кузова на сквозняки применяется процесс, обратный описанному, с использованием той же установки. В этом случае воздух нагнетается в кузов, а все места уплотнения (ветрового стекла, дверей и т. п.) снаружи обмазывают мыльным раствором. Любые щели в уплотнении будут сразу же обнаружены при появлении мыльных пузырей.
Проверка кузова на водонепроницаемость осуществляется в дождевальной камере. Водопроводные трубы с соплами, образующими решетку сверху, снизу и по сторонам автомобиля, создают душ, имитирующий дождь любой силы. Дождевальную камеру применяют для проверки кузовов и на производственной линии, в то время как описанную проверку уплотнений можно осуществлять только для исследования отдельных образцов отремонтированного автомобиля.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'