Некоторые приемы работы
Измерения. В машиностроении принято давать все размеры в миллиметрах - сокращенно мм. Только этой единицей измерения пользуются инженеры и техники. Чтобы правильно определить размеры деталей, надо научиться измерять их, причем уметь измерять нужно не только предметы правильной формы, но и довольно сложной.
Какими инструментами мы обычно пользуемся при измерении? Прежде всего штриховой мерой, кронциркулем (или нутромером) и самым точным и универсальным прибором - штангенциркулем.
Штриховая мера - это принятое специалистами название стальной ленты со шкалой, наименьшее деление которой равно 1 мм. Общая длина штриховой меры составляет отрезок от 100 до 1000 мм. Штриховая мера делается в виде стальной линейки или стальной ленты (рулетки), сворачивающейся в катушку. Такой мерой очень удобно измерять длину предметов.
Ну, а что, если потребуется измерить, например, диаметр круглого предмета, трубки? Удобно ли это сделать штриховой мерой? Нет, не очень.
В таком случае пользуются обычно другим приспособлением. Внешний диаметр удобнее всего измерять кронциркулем, а внутренний - нутромером.
Кронциркуль состоит как бы из двух крючков, вогнутых внутрь и с небольшим трением вращающихся на общей оси. Чтобы измерить внешний диаметр, раздвигаем ножки кронциркуля, а затем, ударяя ими о стол, сдвигаем их до тех пор, пока измеряемая трубка или валик не пройдут между ножками, легко задевая о них. Величина диаметра определяется расстоянием между концами ножек кронциркуля, измеренным штриховой мерой (линейкой).
Внутренние диаметры измеряются нутромером. Нутромер по своей конструкции напоминает кронциркуль с той лишь разницей, что ножки его на конце немного загнуты наружу. Для измерения сначала сдвигаем обе ножки, а потом, вставив их в отверстия, раздвигаем до упора. Если при вращении ножки нутромера все время скользят по стенкам отверстия, в таком положении уже можно его приложить к штриховой мере и произвести отсчет внутреннего диаметра.
Заточка инструмента. Одним из основных инструментов начинающего моделиста является нож, который должен быть хорошо наточен. Давайте попробуем смастерить несложную точилку для ножей (рис. 8).
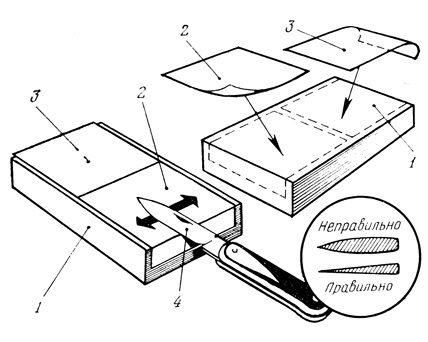
Рис. 8. Самодельный точильный брусок
Оклейте твердый деревянный брусок водонепроницаемой наждачной бумагой. На брусок (1) приклейте два куска наждачной бумаги разной зернистости (например, бумага (2) - грубозернистая и бумага (3) - мелкозернистая). Воспользуйтесь для этого клеем "Момент" или эпоксидным.
Во время заточки бумагу надо смачивать, проводя по ее поверхности мокрой фланелевой тряпочкой. Предварительную заточку проделайте на грубозернистой бумаге, а чистовую - на мелкозернистой.
На рисунке в кружке показано, как выглядит в поперечном разрезе хорошо и плохо наточенное лезвие ножа (4).
Заточку каждого режущего инструмента производят по-разному. Различие заключается в том, что каждый затачиваемый предмет держат под соответствующим углом, который должен быть разным для сапожного ножа, перочинного ножа, ножниц, топорика и т. п. Но какой же?
Сапожные ножи затачивают под очень малым углом, то есть стремятся к тому, чтобы получилось как можно более тонкое острие.
Для перочинных (складных) ножей нужен значительно больший угол заточки, так, чтобы они слишком часто не затуплялись. Дело в том, что частая заточка приводит к быстрому их износу.
Затачивая топор или долото, нужно помнить о том, что острие должно быть прочным и не зазубриваться при рубке древесины. Поэтому надо стремиться затачивать их под большим углом. Теперь нам понадобятся точильный брусок с крупным зерном (карборундовым) и оселок для правки заточенного инструмента.
На бруске острию придается соответствующая форма, а на оселке острие сглаживается и правится. Бруски и оселки лучше всего покупать большие, так как на таких значительно легче вести заточку.
Затачивать следует на мокром бруске. Начиная заточку, нож кладут на брусок совсем плоско, а затем слегка наклоняют по направлению режущей кромки, прижимая пальцем, и кругообразными движениями перемещают нож по бруску, всегда стараясь держать его под одинаковым углом.
Отшлифовав одну сторону ножа, поворачивают его на другую и повторяют те же операции. Затем проверяют, достаточно ли заточен нож. Смотрят режущую кромку ножа на свет, и сразу же становятся видны те места, которые надо подправить.
Ножницы затачивают иначе. Широко раздвинув оба ножа, из которых они состоят, прикладывают их режущими кромками так, как будто хотят ими разрезать брусок, обращая в то же время внимание на то, чтобы они прилегали к бруску под таким же углом, под каким затачивались до сих пор. Теперь проделывают несколько движений, и ножницы заточены.
Не следует затачивать ножницы с внутренней стороны, так как это приведет лишь к их большему затуплению.
Затачивая ножницы, проверяют, не слишком ли ослаблен винт или заклепка, соединяющие оба плеча. Если винт ослаблен его надо немного подтянуть или расклепать заклепку, но не слишком сильно, в противном случае ножницы будут туго ходить.
Если до заточки ножницы разводились слишком туго, впустите капельку масла на ось, соединяющую оба режущих ножа.
Заточка инструмента вручную на бруске отнимает много времени. Для ускорения заточку ведут на вращающихся точильных кругах - механических точилах или электрических заточных станках.
Работа с бумагой и картоном. Бумагу и картон режут ножом, так как с помощью ножниц трудно получить прямую линию. К ножницам прибегают только при вырезании кривых линий и выкроек. Совершенно ровная линия обреза получается только при пользовании металлической линейкой. Бумагу кладут на подрезную доску, по линии отреза накладывают линейку, сильно прижимая ее левой рукой. Нож берут правой рукой так, чтобы указательный палец лежал на тупой стороне лезвия. Сильно наклоняя нож к себе, режут бумагу острым концом лезвия, прижимая его к грани линейки. Ножом ведут только в одну сторону - к себе. Нельзя водить им взад и вперед, "пилить" бумагу, так как от этого она мнется и рвется.
Когда режут картон, нож держат иначе. Его берут за рукоятку всеми пятью пальцами, зажимают в кулак и держат почти вертикально, только слегка наклонив к себе. Следует избегать использования складного (перочинного) ножа, так как при малейшем наклоне он может закрыться и порезать пальцы.
Бумагу и картон часто приходится сгибать под углом. Бумагу складывают, сгибая ее руками и приглаживая сгиб гладилкой. Чтобы согнуть картон, его предварительно надрезают ножом по линейке - приблизительно до половины толщины (фальцуют). После чего картон сгибают руками в сторону, противоположную надрезу. Линия сгиба получается ровная и аккуратная.
Многие модели из бумаги и картона склеивают (например, кузов автомобиля) из целого листа, соответственно вырезав и сделав необходимые надрезы. Такая работа называется картонажной. Для этого на лист бумаги или картона переносят контуры детали или целиком модели с предложенного рисунка (чертежа), как это показано на рис. 9, и вычерчивают развертку. Нужно время, чтобы научиться делать чертежи-развертки.
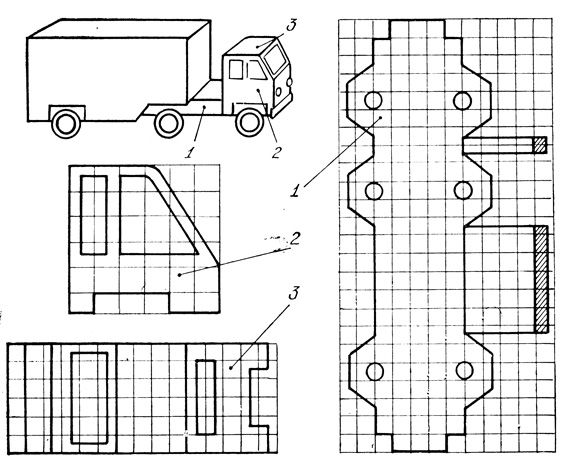
Рис.9. Картонажная модель автомобиля
Начинать лучше с приобретения опыта в вычерчивании разверток простейших геометрических тел, которые будут являться частями макета грузового автомобиля. Задача этих занятий: построить на миллиметровой бумаге чертеж развертки четырехгранной правильной призмы длиной 150, шириной 100 и высотой 40 мм (рис. 10).
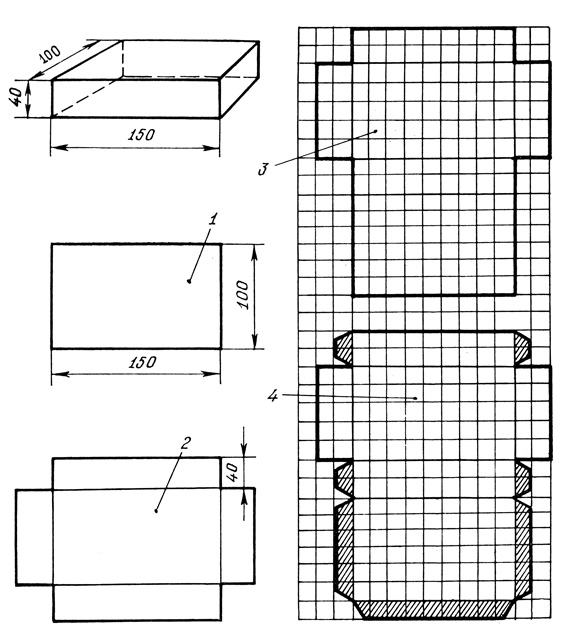
Рис. 10. Вычерчивание развертки призмы
Иногда такие модели (с уже раскрашенными деталями) выпускает полиграфическая промышленность на плотной бумаге (картонаж). В этом случае остается только вырезать и тщательно выклеить такую модель, внеся в нее свои конструктивные элементы (ходовая часть, движитель, детали усиления и др.).
Для изготовления кузовов и кабин автомобилей моделисты пользуются папье-маше. Изготовив из дерева, гипса или пластилина форму модели, ее оклеивают слоями рыхлой (газетной, афишной) бумаги, пропитанной теплой водой или клеющим составом. Количество слоев зависит от величины и требуемой прочности модели или ее части (кузов, кабина, крылья). Для небольших моделей достаточно наклеить пять-восемь слоев. Если же из папье-маше делают кузов крупной модели легкового автомобиля, число наклеенных слоев доводят до двенадцати - пятнадцати. Оклеив форму четырьмя-пятью слоями, ее оставляют на сутки для просушивания, затем укладывают очередные пять слоев, снова просушивают и т. д.
Работа ножницами для металла. Ножницы для металла состоят из двух частей, вращающихся на общей оси. В отличие от ножей в ножницах нет узких лезвий, а резка осуществляется двумя гранями стальных щек ножниц. Стальной лист вставляют между острыми частями ножниц, а рукоятки сдвигают одну к другой. Место прижима перемещается в процессе резки от оси ножниц к концам граней. Это движение напоминает скольжение лезвия пилы с той, однако, разницей, что в ножницах нет зубьев, но зато сила прижима значительно больше, чем в случае резки пилой, благодаря чему ножницы так легко и сравнительно быстро режут металл.
Конечно, ножницами трудно, а порой даже невозможно разрезать детали любой толщины, как это можно сделать пилой. В среднем можно принять следующие толщины различных металлов, которые можно резать ножницами:
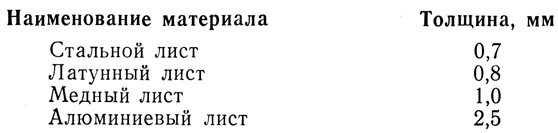
Наименование материала
Как следует держать ножницы и лист металла?
Ножницы держат всей рукой, причем указательный палец должен всегда находиться между плечами рукоятки, чтобы облегчать их раздвигание. Другой рукой крепко удерживают лист металла, следя все время за тем, чтобы ножницы были перпендикулярны листу, который режут.
При вырезании сложных форм, например круга, ножницы следует держать так, чтобы не заслонять окружности, нанесенной карандашом на лист металла.
Очень важно положение рукоятки ножниц при резании материала. Рукоятка всегда должна быть немного приподнята вверх. При таком положении ножниц полоска, которую отрезают, будет опускаться и не поцарапает руку.
Некоторые думают, что если оба рычага ножниц плотно прижимать один к другому, то лист можно разрезать быстрее. С этим нельзя согласиться, так как концы ножниц могут прижать руку, да и на листе при этом получаются поперечные трещины и задиры.
Не надо стараться при каждом движении ножниц разрезать как можно больший участок листа. Ножницы будут в таком случае скользить по листу, а не резать его.
Опиловка - одна из самых элементарных операций как в слесарном, так и в столярном деле. Заключается она в снятии слоя с обрабатываемой детали для получения требуемой формы, размера или гладкой поверхности.
Для опиловки служат напильники, которые различают как по форме, так и по размеру самого стержня и насечки на стержне. Чем больше напильник, тем больше должна быть и деталь для обработки которой он предназначен.
Крупная и широкая насечка делается на напильниках, предназначенных для быстрой и грубой обработки, а мелкая позволяет использовать его для более тонкой работы: точной обработки и отделки поверхности детали.
Имеются следующие виды напильников в соответствии с их назначением: обдирочные (с крупной насечкой), драчевые (со средней насечкой), шлифные (с мелкой насечкой) и бархатные (с очень мелкой насечкой).
Работа с напильниками - вовсе не простое дело. Напильник следует держать двумя руками. Располагаться надо немного боком к тискам, в которых зажата деталь, поставив левую ногу на полшага вперед. Напильником следует совершать равномерные движения по поверхности детали, причем нажимать легко левой рукой можно только при движении вперед. При возвратном движении напильник должен идти легко, без какого-либо прижима рукой.
Скорость пиления - 50-60 движений в минуту. Одновременно с движением рук следует немного наклонять вперед корпус, сгибая левую ногу и перенося на нее центр тяжести туловища. Это особенно важно при работе напильником с мелкой насечкой (отделочные работы).
Во время опиловки обрабатываемая деталь должна быть плотно зажата в тисках и не шататься.
С напильником надо обходиться бережно. Им нельзя стучать, нельзя его ронять, так как напильники делаются из очень хрупкого металла. И обязательно надо следить за тем, чтобы на напильнике не оставались капельки воды, иначе он покроется ржавчиной.
После каждого пользования напильник нужно вычистить куском мягкого металла (листового алюминия или латуни), а лучше всего прочистить специальной металлической щеткой.
После работы по дереву напильник предварительно кладут в горячую воду и только потом хорошенько очищают.
Бархатные напильники требуют специального ухода. Их мелкие зубья засоряются опилками металла, который оттуда трудно удалить. Поэтому перед опиловкой металлов, особенно мягких (алюминий, олово), инструмент натирают мелом, тогда он легко очистится от металлических загрязнений.
Сверлением называют процесс выполнения круглых отверстий при помощи специального инструмента - сверла. Сверло вынимает материал из отверстия, диаметр которого точно соответствует диаметру сверла. Самым распространенным инструментом, сообщающим сверлу вращательное движение, является дрель.
Перед началом работы на оси будущего отверстия наносят карандашом точку, а потом кернером делают в этом месте небольшое углубление. Это углубление препятствует скольжению сверла по поверхности просверливаемого материала. Керновка - очень важная операция.
После этого можно приступать к сверлению. Сверло вставляют в углубление и при пользовании ручной дрелью вращают ее рукоятку. Дрель следует держать строго вертикально, чтобы получить идеально круглые и перпендикулярные по отношению к поверхности отверстия. Сверло, особенно тонкое, может сломаться в том случае, если дрель будет сильно наклонена в сторону. Во время сверления на дрель надо делать легкий нажим. При длительном сверлении полезно было бы капнуть несколько капель воды в углубление под сверлом, чтобы сверло не слишком перегревалось.
Сверло должно быть острым. Однако не следует вручную заострять тупые сверла - лучше обратиться за помощью к опытному мастеру.
Сверло можно купить в магазине, но для домашней мастерской вполне достаточно и самодельного. Правда, таким сверлом нельзя проделывать отверстия в металлах. Им можно пользоваться только для работы с древесиной и бакелитом.
Сверло такого типа, называемое перовым, можно сделать из гвоздя: сначала расклепать его конец, а потом заточить по режущим краям до требуемого диаметра.
Прочность "гвоздевого" сверла невелика, но по такому же принципу можно сделать новое.
Во время сверления время от времени следует вынимать сверло из отверстия и выдувать из него стружку. Выполняя работу, надо быть внимательным и осторожным. Ведь стружка может отскочить и попасть в глаз. Острая металлическая стружка может разрезать пальцы, а если соскользнет с детали плохо укрепленная дрель, она может поранить руку.
Сгибание проволоки и трубочек. В период работы с моделями не раз приходится сгибать проволоку. Это одна из простейших операций, но все же иногда не все получается. В чем ошибка? Давайте научимся сгибать проволоку.
Начнем с тонкой проволоки. Ее сгибают тонкими круглыми щипцами (круглогубцами). Проволоку держат левой рукой, а правой при помощи щипцов придают ей нужную форму. Конец проволоки зажимают щипцами и немного сгибают. Затем повторяют сгибание на смежном участке проволоки и так поступают до тех пор, пока не получится петля Первые петли не будут еще круглыми. Плоскогубцы тоже в данном случае не помогут, так как вместо петли они делают многоугольники.
Иначе обстоит дело со сгибанием более толстой проволоки. Нужно подобрать или изготовить деревянную пробку диаметром, равным диаметру нужной петли. Вместе с проволокой ее укрепляют в тисках и ударами молотка придают проволоке кривизну пробки. Получается крюк в виде полудужки. Повернув проволоку на 180°, сгибают ее и получают петлю. Затем, не вынимая пробки из петли, зажимают проволоку на краю тисков и сильными ударами молотка прижимают отстающие части петли друг к другу. Диаметр полученной петли немного больше диаметра пробки, так как упругая проволока сразу же разогнется после снятия ее с пробки. Поэтому пробку рекомендуется брать немного меньшего диаметра, чем нужен диаметр петли.
Для навивки пружины сначала делают специальное приспособление в виде кривошипа из жесткого металлического прута диаметром, немного меньшим, чем внутренний диаметр пружины. Конец кривошипа прорезают на длину около 5 мм и в полученную прорезь вставляют конец проволоки. Затем двумя дощечками зажимают кривошип в тисках и, вращая, навивают пружину. Оставшуюся проволоку отрезают, а конец пружины шлифуют.
Не каждая проволока сразу годится для изготовления из нее пружины. Жесткую проволоку надо сначала смягчить, нагревая докрасна и охлаждая. Разумеется, готовую пружину можно опять сделать упругой, окунув в воду в раскаленном состоянии.
По-другому поступают при сгибании трубочек. Тонкие трубки сгибают в холодном виде. Чтобы трубка не расплющивалась при этом, следует воспользоваться умением, приобретенным при навивке пружины: вокруг места изгиба трубки навивают плотно прилежащие друг к другу витки упругой проволоки. В этом случае пружина будет выполнять необычную роль - она сохраняет овальность сечения трубки. Затем после окончания сгибания пружину снимают.
Трубки большего диаметра сгибают в горячем виде. Но и в этом случае их надо защищать от сплющивания, для чего трубку наполняют песком. Песок высыпают в закупоренную деревянной пробкой трубку и, стуча молотком, заставляют песок плотно садиться, все время досыпая его в трубку. Как только трубка будет плотно заполнена песком, ее закупоривают второй деревянной пробкой.
Теперь трубку надо разогреть. В домашних условиях для этой цели пользуются электропаяльником, причем следует нагревать лишь ту сторону трубки которая при сгибании будет растягиваться (удлиняться). Если не нужна большая точность, то, зажав один конец трубки в тисках, начинают сгибать. Если же трубка должна быть согнута на определенный, заданный угол, пользуются специальным шаблоном, который вырезают из доски и прибивают к рабочему столу.
Трубка хорошо сгибается, если ее диаметр по крайней мере в три раза меньше радиуса изгиба. Если во время сгибания трубка деформируется со стороны шаблона, ее в этом месте следует охлаждать мокрой тряпкой.
Пайка - технологический процесс соединения деталей (чаще всего металлических) в нагретом состоянии при помощи припоя. Припой - это металл, более легкоплавкий, чем соединяемые металлические детали. Он заполняет зазор между деталями и после застывания образует монолитный паяный шов. Чтобы соединение было прочным, надо предварительно соответствующим образом подготовить поверхности обеих соединяемых деталей.
Соединение будет крепким только тогда, когда соприкасающиеся поверхности чисты, свободны от ржавчины, жира, красок и т. п.
Поверхности деталей можно зачищать различными способами - напильником, шабером, наждачной бумагой или металлической щеткой. Поскольку во время пайки поверхность металла нагревается, на ней образуется тонкий слой окисла, который препятствует соединению. Этот ненужный слой удаляют растворением в так называемом флюсе, который наносят до начала пайки на соединяемые части металла. Одним из наиболее распространенных флюсов является водный раствор хлористого цинка, используемый при пайке стальных, медных и латунных листов и деталей. Для пайки цинка и оцинкованных металлических предметов используется соляная кислота. Припой разъедает поверхность детали, поэтому надо всегда помнить о промывке паяного шва горячей водой.
Припои бывают мягкие и твердые. Мягкие припои, о которых более подробно будет рассказано позже, плавятся при температуре ниже 300 °С. Наиболее распространенные мягкие припои - сплавы олова и свинца. Чем больше в сплаве олова, тем ниже температура плавления припоя. Олово - довольно дорогой металл и поэтому в припоях бывает больше свинца, чем олова. Чтобы проверить, много ли олова в припое, надо палочку припоя легко согнуть. Если послышится характерное потрескивание, значит, в припое довольно много олова.
Определение в количественном отношении содержания олова в припое очень важно; припоями, в которых много свинца, следует паять с большой осторожностью в хорошо проветриваемом помещении, так как пары свинца ядовиты. Об этом не надо забывать.
А чем расплавлять припой? Обычным электрическим паяльником, который, наверное, у многих имеется.
Паяльник надо подготовить к пайке. Его рабочую часть - медный клин, который разогревает припой, надо зачистить напильником до блеска, а затем проделать операцию лужения. Она заключается в следующем: в кусочке нашатыря (неправильное, но укоренившееся название хлористого аммония) делают канавку, а в нее помещают кусочек флюса. Разогретый клин паяльника опускают в канавку и держат до тех пор, пока поверхность его совсем не очистится и не покроется слоем припоя. Только после этого паяльник готов к работе.
Окраска. Готовую, тщательно обработанную поверхность модели надо обязательно окрасить. Для каждого вида краски и лака применяют различные кисти. Выбор величины и формы кисти зависит от характера выполняемой работы и площади окрашиваемой поверхности. Крупная кисть дает более равномерное покрытие и ускоряет работу. Чтобы нанести краску более равномерно, лучше всего использовать распыление. При отсутствии готового распылителя его можно сделать самостоятельно.

Рис. 11. Окраска распылителем
Для окраски можно использовать готовые туалетные пульверизаторы (рис. 11), но для более вязких красок и лаков такие распылители применять трудно. Во многих случаях источником сжатого воздуха могут служить велосипедные и автомобильные насосы (рис. 12). Они значительно облегчают работу, но качество окраски и производительность таких устройств невысоки из-за того, что воздух подается толчками.
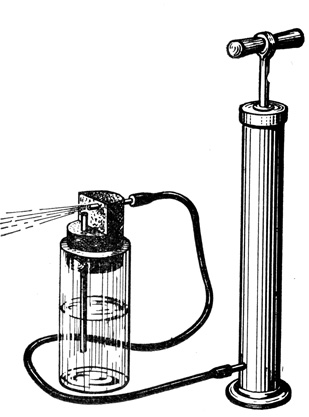
Рис. 12. Использование насоса
Моделистам для получения хороших однородных покрытий необходимо подавать в распылитель воздух постоянного давления, для чего лучше использовать предварительно накачанные мотоциклетные и автомобильные камеры (рис. 13). Но наиболее высокое качество покрытия обеспечивают эмали и краски в аэрозольной упаковке, продающиеся в хозяйственных магазинах.
Рис. 13. Использование мотоциклетной камеры
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'