Измерительный инструмент
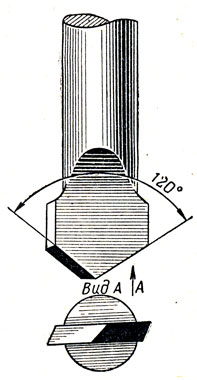
Рис.126. Перовое сверло
Выполняя слесарные работы, приходится проверять и измерять размеры деталей различным измерительным инструментом.
Измерительной линейкой 4 (рис. 127) измеряют линейные размеры и замеряют размеры на кронциркулях и нутромерах. Точность измерения 0,5 мм:
Кронциркуль. Нутромер
Кронциркулем 1 измеряют внешние размеры, а нутромером 3 - внутренние.
Измеряя детали кронциркулем или нутромером, измерительные поверхности ножек плотно прижимают к поверхностям детали; ножки должны, скользить по поверхностям с небольшим усилием. Установленные на размер кронциркуль и нутромер переносят на масштабную линейку для отсчета размера. Точность измерения 0,5 мм.
Резьбомер
Резьбомер 2 (рис. 127) состоит из обоймы, в которой закреплены наборы резьбовых шаблонов, изготавливаемые для метрической и дюймовой резьб.
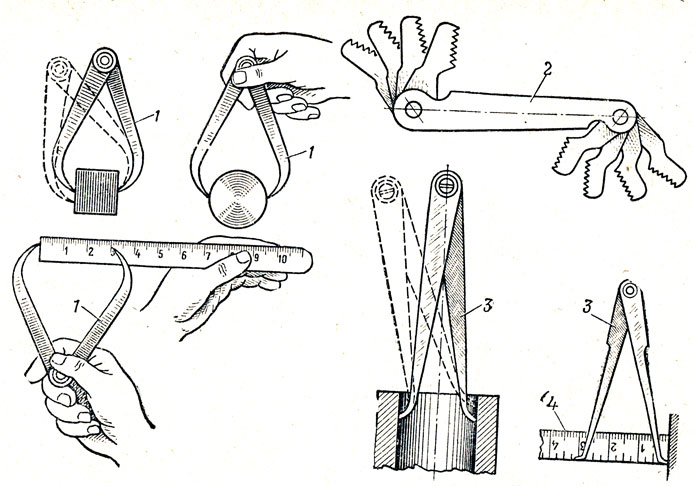
Рис. 127. Измерительный инструмент: 1 - кронциркуль; 2 - резьбомер; 3 - нутромер; 4 - линейка измерительная
Чтобы определить шаг резьбы, подбирается тот шаблон, зубья которого плотно входят между витками резьбы изделия. Проверку производят на просвет. На подобранном шаблоне прочитывают шаг резьбы.
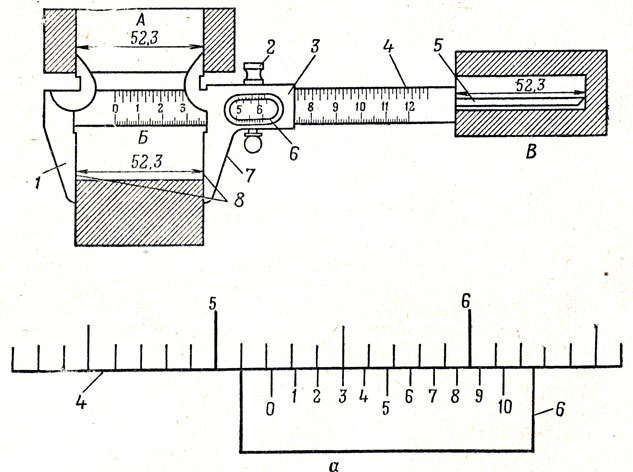
Рис. 128. Штангенциркуль: а - отсчет размера; 1 - неподвижная губка; 2 - зажим рамки; 3 - подвижная рамка; 4 - основная шкала; 5 - стержень глубиномера; 6 - нониус; 7 - подвижная губка; 8- измерительные поверхности; А - внутреннее измерение; Б - наружное измерение; В - промер глубины
Штангенциркуль
Штангенциркулем (рис. 128) измеряют наружные и внутренние размеры, а также глубину пазов канавок и глухих отверстий с точностью до 0,1 мм.
При сомкнутых губках нулевые риски шкалы штанги и нониуса должны совпадать, а между губками не должно быть неравномерного и значительного просвета.
При измерении подвижную рамку штангенциркуля перемещают до тех пор, пока измерительные поверхности 8 губок не коснутся полностью поверхностей детали. Затем стопорят рамку, сни-мают штангенциркуль с детали и прочитывают размер. Целые миллиметры отсчитывают слева до нулевого штриха нониуса 6, а десятые доли миллиметра определяют по штриху нониуса, наиболее точно совпавшему с каким-либо штрихом на основной шкале 4. Положение шкал, показанное на рис. 128, а, соответствует отсчету 52,3 мм.
Перед пользованием любым измерительным инструментом нужно проверить его исправность и точность показаний. Измерительные поверхности инструмента и изделия в месте измерения следует протереть чистой тряпочкой. Нельзя брать инструмент влажными и грязными руками, ударять и бросать, а также прикладывать чрезмерные усилия при измерениях. Снимать инструмент с изделия надо медленно и осторожно.
Инструмент по окончании работы протирают и смазывают, укладывают на определенные места или в футляры и хранят в сухом месте.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'