Устранение повреждений в элементах каркасов автобусных кузовов
В данном разделе приводятся рекомендации по ремонту элементов каркасов современных автобусных кузовов, изготовленных из стальных тонкостенных труб прямоугольного сечения.
Ремонт несущих элементов каркаса заключается в устранении повреждений, возникающих в результате коррозии, усталостных трещин, а также аварийных повреждений. В зависимости от степени разрушения того или иного узла (детали) выбирается метод ремонта: введение дополнительных ремонтных деталей или просто наложение дополнительных сварных швов. При появлении трещин в швах способы ремонта определяются их характером. При появлении трещин в шве впервые допускается вновь наложить шов по трещине с запасом в обе стороны от конца трещины на 20-30 мм. При повторном появлении трещин в сварном шве его следует вырубить и вновь заварить. Частичное или полное восстановление шва наплавкой осуществляется при наличии небольшого коррозионного износа в виде заглубления шва в основной металл. Сварку рекомендуется выполнять в защитной среде углекислого газа после зачистки коррозии. Плотность швов должна исключить попадание влаги в трубу во всех случаях сварки. Если невозможно восстановить поврежденную деталь или часть ее сваркой непосредственно на каркасе основания, ее необходимо срезать и приварить новую, изготовленную из соответствующей стали.
Ниже приведены размеры труб, применяемых в конструкциях автобусов. Сечение труб: каркаса кузова ЛиАЗ-677 - 60×40×3, 40×28×1,5; 40×40×2 и 25×28×1,5 мм; кузова автобуса ЛАЗ - 50×25×2, 40×40×2,5, 40×28×1,5, 28×25×1,5 мм; автобуса ПАЗ-672 - 40×40×1,5, 50×25×2 мм; автобуса КАвЗ-685 - 40×40×2,5, 28×25×1,5, 40×25×2,5, 40×16×2, 60×40×3,5 мм.
В случае отсутствия указанных профилей короткие детали каркаса могут быть изготовлены для автобуса ЛАЗ из стали 10 толщиной 1,5-2 мм, а для ЛиАЗ-677 и Икарус - из стали 20 толщиной 1,5-2,5 мм, из уголка или швеллера подходящего сечения толщиной полос 1,5-2,5 мм в зависимости от толщины материала ремонтируемой трубы. При изготовлении деталей из листа шов следует расположить примерно посредине одной из сторон прямоугольника.
При стыковой сварке прямоугольных труб для усиления соединения необходимо применять вставки (рис. 64), изготавливаемые из листовой стали 10 толщиной 1,0-1,5 мм по форме свариваемых труб, чтобы они плотно подходили в соединенные части трубы. Во избежание нарушения равножесткости конструкции, по принципу которой запроектированы кузова автобусов ЛАЗ, ЛиАЗ-677 и Икарус, вставка должна иметь скос (передняя и задняя стенки вставки должны быть расположены под углом 45° к горизонтали), а шов вставки не заваривают. Сварка выполняется согласно рис. 65.
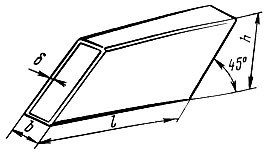
Рис. 64. Усилительная вставка при сварке встык труб каркаса автобусов ЛиАЗ и ЛАЗ
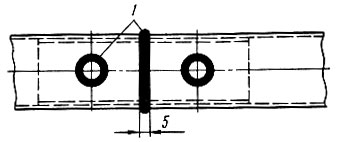
Рис. 65. Сварка труб основания: 1- места электродуговой сварки
При заварке трещин в полках продольных балок основания кузова ПАЗ-672 необходимо разделать трещины, наложить сварной шов по месту разделки, зачистить сварной шов заподлицо с плоскостью детали и приварить дополнительную пластину из стали 20-30 толщиной 5 мм. Трещины в балках амортизаторов заваривают с введением внутрь балки специального вкладыша (рис. 66) и обваркой его по всему контуру, а при заварке трещин в передней консоли в зоне кронштейна рулевого механизма приваривают новый кронштейн через промежуточную пластину.
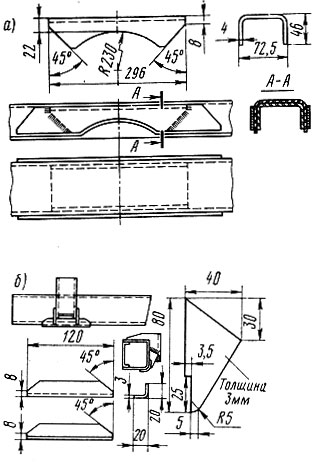
Рис. 66. Схема усиления: а - балки крепления задних амортизаторов; б - передней левой консоли основания в месте крепления кронштейна рулевого механизма
Ремонт мест установки кронштейнов рессор на автобусе ЛАЗ выполняется путем замены негодных труб и пластин крепления кронштейнов. Небольшие трещины в местах крепления дополнительных пружин на подкосах продольных балок заваривают. В случае появления значительных трещин подкос следует заменить новым. Деформированные трубы обвязки передка, задка и боковин, не поддающиеся ремонту путем правки, а также в случае появления трещин в местах сварки этих труб, при ремонте подлежат замене.
Кузова автобусов ЛАЗ, ЛиАЗ-677 и Икарус - равножесткой конструкции. Нарушение равножесткости приводит к возрастанию напряжения в местах соединений и поломкам. Поэтому при ремонте каркаса недопустимы применение сплошных (сварных) вставок и наварка толстых полос, косынок, профилей для усиления какого-либо участка. При постановке вставок в местах появления трещин в каркасе любого кузова автобуса не следует создавать повышенной жесткости узла (детали), так как это приводит к появлению трещин у краев усилительных вставок.
Трещины поперечных балок основания кузова автобуса КАвЗ-685 ремонтируют сваркой с установкой усилительных накладок (рис. 67) из листа толщиной 3 мм( сталь 0,8; 20), швеллерного сечения длиной 100-120 мм или плоских. Приварка должна выполняться продольными швами, вертикальные торцы не привариваются. Такие же вставки со скошенными краями под углом 30-40° устанавливаются в вертикальной плоскости при исправлении разрушения передней и средних балок основания в местах крепления к раме после заварки трещин. Сварной шов при приварке вставок следует не доводить до краев на 10-15 мм для исключения подреза кромок детали. При заварке трещин в полках и вертикальных стенках балок не допускается окончание шва на сгибе профиля, необходимо его продолжение на 10-15 мм.
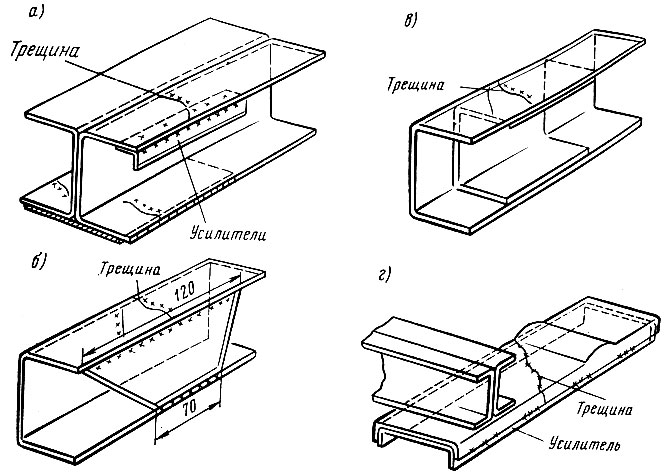
Рис. 67. Способ ремонта балок основания: а и б - усилительные накладки уголкового и прямоугольного сечения; в, г - усилительные накладки швеллерного сечения
Пластины крепления основания к раме (рис. 68) ремонтируют постановкой снизу дополнительного усилителя, изготовленного под размер пластины из стального листа (ст. 3; 0,8; 20) толщиной 3,5 мм. Приварку ведут только продольным швом вдоль пластины с катетом 2,5-3 мм. Трещины по сварочному шву, не превышающие 20% длины шва, можно устранить заваркой после очистки шва от краски и коррозии без усилительных элементов. Трещины в трубчатых деталях (продольные до 25-30 мм и поперечные до 10 мм) заваривают без усилений с засверливанием отверстий диаметром 3 мм в концах трещин. При наличии больших трещин устанавливают усилительные муфты или удаляют поврежденные участки труб с заменой новыми. При удалении поврежденного участка следует оставлять концы длиной 30- 40 мм. Новый участок трубы присоединяют с помощью наружных муфт или внутренних вставок, как указано на рис. 68. Наружные муфты изготавливают из листовой стали (Ст. 3 и сталь 20) толщиной 1,5-2 мм, внутренние вставки толщиной 1,0-1,2 мм (т. е. несколько меньшей, толщины, чем остальная деталь). Длина муфт и вставок должна быть не менее 120-150 мм; края должны быть скошенными под углом 30-45°.
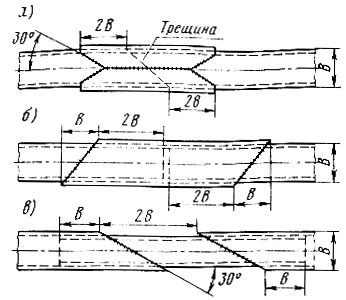
Рис. 68. Ремонт трубчатых деталей основания: а, б ив - виды установки усилителей и их приварка
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'