Ремонт кузовов автомобилей-самосвалов
Ремонт кузовов автомобилей-самосвалов по сравнению с кузовами, изготовленными из тонколистовой стали, значительно осложняется тем, что жесткий каркас кузова изготовлен из профильного проката (обычно швеллеров) и облицован толстолистовой сталью, весьма трудно поддающейся правке. Правка тостолистовой обшивки возможна при небольших размерах и стреле прогиба вмятины термомеханическим способом.
Вмятины нагревают в наиболее деформированном месте до температуры 750-800°С широким пламенем горелки. Взаимодействие нагретых и холодных участков при правке толстолистовых конструкций незначительно.
Внешнее усилие в процессе правки может быть создано гидравлическими прессами, домкратами (рис. 69, а), отжимными скобами или ударами молота.
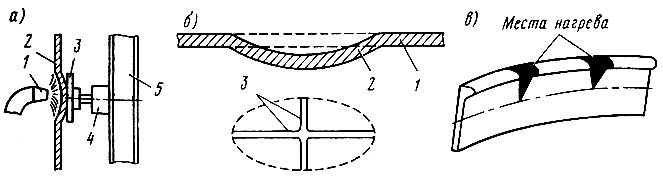
Рис. 69. Правка вмятин кузова-самосвала: а - домкратом; 1 - горелка; 2- лист обшивки; 3- опорная подушка; 4 - домкрат; 1 опорная балка; 6 - разрезанием в двух взаимно перпендикулярных направлениях лист обшивки; 2 - вмятина; 3 - место разреза; в - термическим способом
Для правки вертикально расположенных конструкций используют съемные переносные балки, закрепляемые временными упорами.
При трудноисправимых деформациях для облегчения правки в вершине вмятины можно сделать разрез (рис. 69, б). Деформированные части листа вначале правят отдельно. После окончания правки разделывают кромки и сваривают.
Узлы кузова обычно правят термомеханическим способом. Небольшие деформации устраняют нагревом. Продольное укорочение достигается нагревом выпуклой стороны профиля или наплавкой на этой поверхности холостых валиков с таким расчетом, чтобы при остывании получить требуемый изгибающий момент обратного знака.
Правка за счет поперечного укорочения является наиболее эффективной и осуществляется нагревом клиновидных поперечных полос, расположенных выше нейтральной оси сечения.
Частота расположения клиновидных зон нагрева но длине балки определяется характером деформации (с таким расчетом, чтобы при правке не образовалось резких изломов). Правку можно ускорить за счет приложения внешнего усилия.
Две связанные между собой жесткие конструкции перед правкой разъединяют. Одна из конструкций в случае необходимости может быть вырезана и заменена новой. При наличии глубоких вмятин, не поддающихся правке или требующих значительной затраты времени для их устранения, участок, подлежащий ремонту, облицовывают листовой сталью толщиной 4-5 мм, которую приваривают сплошным швом так, чтобы заплата оказалась заподлицо с прилегающей к ней поверхностью.
При наличии трещин в профильном прокате, захватывающих не более половины высоты полки балки, трещины заваривают, сварной шов зачищают и усиливают приваркой пластины толщиной 10 мм.
При обломе поперечной балки каркаса кузова эту балку срезают в местах крепления к кузову, срубают и зачищают наплывы от сварки, устанавливают на кузов новую балку и приваривают ее по местам крепления.
Для ремонта кузовов автомобилей-самосвалов удобно пользоваться стендами, разработанными конструкторским научно-исследовательским бюро Минавтошосдора Латвийской ССР и Киевским автомобильно-дорожным институтом (рис. 70).
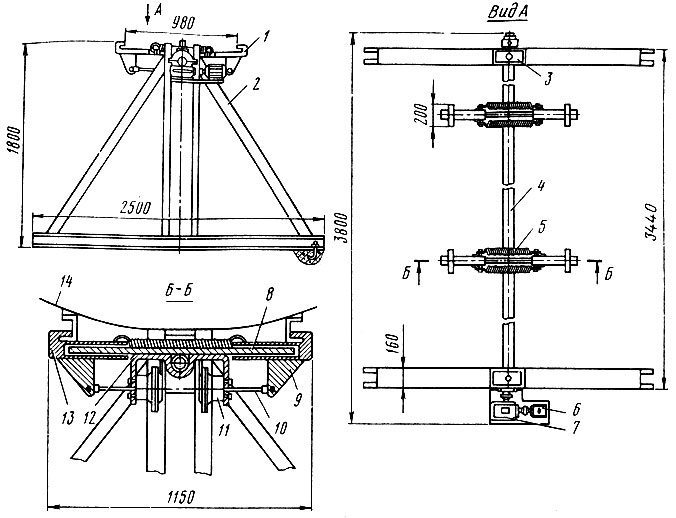
Рис. 70. Стенд для правки кузовов-самосвалов
Стенд, разработанный кафедрой "Производства и ремонта автомобилей и дорожных машин" Киевского автомобильно-дорожного института, предназначен для ремонта автомобиля-самосвала ЗИЛ-ММЗ-555 и состоит из рамы 2, изготовленной из швеллеров № 16. На трубе 4, вращающейся в подшипниках скольжения на кронштейнах 3 вокруг своей оси, приварены два зажима 1. Каждый зажим состоит из кронштейна 12 и коромысла 8, соединенных между собой трубой 4 при помощи сварки. На коромысло 8 насаживаются два прихвата 13, соединенные стяжной пружиной 5.
Снятый с автомобиля кузов 14 устанавливают на зажимы стенда. Для этого необходимо посредством воздушного крана подать воздух через механизм подвода 6 и 7 к камерам 11, используемым от автомобиля ЗИЛ. Под действием сжатого воздуха (0,5-0,6 МПа) через шток 10 и кронштейн 9 прихваты 13 расходятся и это позволяет установить платформу на продольные балки основания. Затем поворачивают рукоятку крана, воздух выходит из камер и пружины 5 плотно стягивают прихваты 13, надежно удерживая платформу.
Стенд прост по конструкции, удобен в обслуживании и доступен для изготовления на любом авторемонтном или автотранспортном предприятии.
С небольшими конструктивными изменениями его можно применять при ремонте всех платформ автомобилей-самосвалов ЗИЛ-ММЗ, САЗ и МАЗ.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'