Лакокрасочные покрытия
Подготовка поверхности к окраске. Для получения высококачественных лакокрасочных покрытий исключительно большое значение имеет подготовка поверхности, которая заключается в очистке ее от продуктов коррозии, окалины, старой краски, жировых и других видов загрязнений. От качества подготовки поверхности зависит не только антикоррозионная стойкость лакокрасочного покрытия, но и его сцепляемость с окрашиваемой поверхностью. Помятые поверхности выравниваются до поступления кузова на участок окраски механическим способом или специальными заполнителями. Хорошо выправленная поверхность требует меньше (или вовсе не требует) шпатлевки, что увеличивает прочность покрытия.
Способы очистки поверхности от ржавчины, окалины и старой краски рассмотрены ранее. Для полной очистки поверхности ее необходимо обезжирить. Обезжиривание поверхностей кузовов перед окраской на авторемонтных предприятиях чаще всего выполняется протиркой ветошью, смоченной в уайт-спирите или другом органическом растворителе. Применение этих растворителей связано с взрыво- и пожароопасностью, а также необходимостью обеспечить рабочие посты соответствующими вентиляционными устройствами. Поэтому для обезжиривания поверхностей перед окраской в промышленности в настоящее время применяют Щелочные растворы вместо растворителей. К ним относятся синтетический моющий препарат ТМО-31, а также моющая композиция КМ-1, состоящая из карбоната натрия (22,5%), тринатрийфосфата (18,9%), триполифосфата натрия (50,6%), сульфанола (2,3%), синтанола ДТ-7 (5,7%). Указанная композиция широко применяется на заводах автомобильной промышленности, выпускается Щебекинским химическим комбинатом (г. Щебекино Белгородской обл.) в виде сухого порошка, готового к применению, который и вводится в рабочий состав в количестве 5-10 г/л.
Средний расход моющих композиций составляет 2-5 г/м2 обрабатываемой поверхности.
После обезжиривания щелочным раствором поверхность промывают водой для удаления остатков солей, затем во избежание появления налетов коррозии на обезжиренной поверхности ее обдувают горячим воздухом или протирают насухо чистой ветошью. Для создания повышенной стойкости красочной пленки необходимо обеспечить хорошую смачиваемость окрашиваемой поверхности применяемой краской. Это достигается после соответствующей ее очистки от всех видов загрязнений, обработкой уже очищенной поверхности раствором фосфорнокислых солей. Образующаяся при этом фосфатная пленка в сочетании с лакокрасочным покрытием создает прочную долговечную защитную пленку. Кроме того, при местном повреждении лакокрасочной пленки и фосфатного слоя распространение ржавчины локализуется, тогда как на нефосфатированном металле ржавчина быстро распространяется под пленкой краски.
На заводах автомобильной промышленности и на авторемонтных заводах с большой производственной программой применяется ускорение фосфатирования, которое производится в агрегатах струйным способом и достигается введением в раствор монофосфата цинка с добавлением окислителей (нитрита натрия и др.). На авторемонтных заводах с небольшой производственной программой процесс фосфатирования заменяется нанесением на подготавливаемую к окраске поверхность фосфатирующего грунта ВЛ-02 или осуществляется холодным составом путем трехкратной протирки их тампоном или кистью, смоченной в фосфатирующем растворе. Проектным институтом НПО "Лакокраспокрытие" разработан типаж агрегатов для подготовки поверхности под оккраску.
Агрегаты, включенные в типаж, составляют основу всего оборудования по подготовке поверхности, разрабатываемого институтом. Такие агрегаты (рис. 83) представляют собой проходную закрытую камеру туннельного типа, состоящую из входного и выходного тамбуров и зон струйной обработки изделий, установленных на ваннах. Между зонами 4,6,7,8 обработки располагаются зоны стоков. Число зон, а следовательно, и длина агрегата зависят от технологического режима, рецептуры применяемых растворов, скорости конвейера; число зон составляет от 3 до 7. Растворы и вода для промывки подаются из ванн к распыляющим устройствам центробежными насосами под давлением 20-30 м вод. ст. Жидкости постоянно циркулируют и многократно используются. Для освежения и компенсации израсходованных растворов в ванны периодически дозаторами 5 добавляются концентрированные растворы и отдельные компоненты. Жидкости нагреваются в выносных теплообменниках 3, заданная температура поддерживается автоматически регуляторами прямого действия типа РТ.
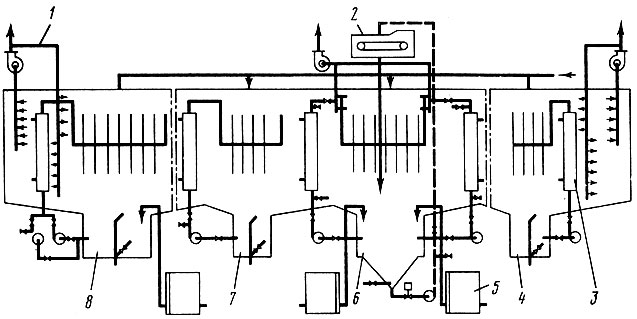
Рис. 83. Агрегат для подготовки поверхности под окраску
Каждая зона обработки имеет насосный агрегат, выносной теплообменник, а также систему разводки трубопроводов с соответствующей арматурой. Все элементы трубопроводов (контуры, коллекторы и т. д.) максимально унифицированы и взаимозаменяемы.
Для улучшения качества подготовки и уменьшения шламовы-деления в зоне 6 установлен автоматический фильтр 2 для непрерывной фильтрации фосфатирующего раствора. Из конусного отстойника этот раствор подается в фильтр и затем снова возвращается в ванну. Автономная работа насосов и теплообменников в зоне фосфатирования позволяет промывать теплообменники, не прекращая работы всего агрегата подготовки. Для предотвращения попадания паровоздушной смеси в цех предусмотрены два вентиляционных вытяжных центра 1, расположенных на площадках тамбуров. В зоне фосфатирования устанавливается индивидуальная вытяжка. В тамбурах имеются вытяжные короба, охватывающие проемы, и коробка для создания воздушных завес, которые работают от одних и тех же вентиляторов, что дает возможность использовать часть паровоздушной смеси, удаляемой из агрегата, для создания завес.
Унифицированные узлы и детали типовых агрегатов подготовки поверхности могут применяться и в других установках аналогичного типа.
Для фосфатирования кузовов легковых автомобилей и кабин грузовых автомобилей на автомобилестроительных заводах в настоящее время применяют фосфатирующий концентрат (цинковый фосфат), КФ-1 (ТУ-6-25-4-73), выпускаемый Куйбышевским химкомбинатом. При фосфатировании кузовов легковых автомобилей на Горьковском автомобильном заводе установлено, что применение КФ-1 упрощает приготовление рабочего раствора, качество фосфатной пленки хорошее и стабильное, шлама меньше, лучше обрабатываются внутренние поверхности, сокращаются затраты на материалы. Фосфатные пленки толщиной до 3 мкм, получаемые на основе концентрата КФ-1, обладают плотной мелкокристаллической структурой и повышенной адгезией к последующим грунтовочным покрытиям. Для получения более мелкокристаллических и плотных слоев в ванну обезжиривания или промывки вводят активатор АФ-1.
При подготовке внутренних поверхностей рекомендуется применять железофосфатные концентраты КФА-1 и КФА-2 вместо более дорогого состава КФ-1.
При ручной подготовке поверхности для удаления легких налетов коррозии достаточно обработать поверхность широко применяемого на ВАЗе составом "диоксидин" (смесь водного раствора фосфорной кислоты, изоприлового спирта с добавкой ПАВ) или составом № 1120.
Процесс удаления налетов коррозии и жировых загрязнений с кабин и оперения грузовых автомобилей ЗИЛ-130 и ГАЗ-53А с последующей промывкой, пассивированием и сушкой перед окраской может быть полностью автоматизирован при применении разработанного Гипроавтотрансом агрегата.
Агрегат состоит из четырех последовательно расположенных секций: травления-обезжиривания, промывки, пассивирования и сушки. Каждая из этих секций представляет собой сварную несущую конструкцию, обшитую листами. Между обшивочными листами заложена теплоизоляция. К верхней части секции крепится трасса подвесного конвейера. Изделия подвергаются обработке методом струйного облива на подвесном конвейере непрерывного действия, проходящим через весь агрегат. Так как в каждой из первых трех секций предусмотрена рециркуляция рабочей жидкости, то в каждой из секций имеется ванна, в которую стекает рабочая жидкость из обмывочных душей.
Перед всасывающими патрубками насосов имеются фильтры, которые очищают рабочую жидкость перед поступлением ее в насос, и обмывочные души. По мере уменьшения уровня рабочей жидкости, а следовательно, и уменьшения концентрации компонентов, входящих в состав рабочей жидкости (вследствие испарения и уноса компонентов вытяжной вентиляцией), срабатывает наружный сигнализатор уровня.
Для поддержания заданной температуры рабочих жидкостей применяется термометр манометрический взрывозащищенный ТПП4-IV совместно с регулирующим краном с электрическим исполнительным механизмом. Для очистки секций от шлама в нижней части секции имеется съемный люк. Нагрев рабочей жидкости происходит в теплообменниках (промышленного изготовления). В качестве теплоносителя служит пар.
В агрегате предусмотрена возможность перекачивания воды из секции промывки в секцию травления-обезжиривания для повторного ее использования, а также возможность перекачивания (осветленных растворов рабочих жидкостей) из секции травления- обезжиривания и секции пассивирования в очистные сооружения. Для исключения возможности попадания вредных паров из агрегата в производственные помещения в агрегате имеется автономная система вентиляции во взрывоопасном исполнении. Между обмывочными душами секций имеются двусторонние зоны стоков жидкостей, которые исключают возможность перемешивания рабочих жидкостей.
После окончания процессов травления-обезжиривания и пассивирования изделия подвергаются сушке воздухом с температурой 90°С, который нагревается тремя последовательно соединенными паровыми калориферами КФБ-4. Воздух из цеха засасывается вентилятором через паровые калориферы и нагнетается вентилятором в два короба, расположенные с двух сторон изделия.
Для одновременного обезжиривания и травления струйным способом рекомендуется применять следующий состав (г/л): фосфорная кислота - 250, эмульгатор ОП-7 - 2,5, уайт-спирит - 25. Температура раствора должна быть 70-80°С, а продолжительность обработки - 3-5 мин. Состав раствора для пассивирования - двуххромовокислый натрий - 4 г/л.
Для автоматизации процесса подготовки поверхности под окраску таких крупногабаритных изделий, как кузова автобусов, НПО "Лакокраспокрытие" (141350, г. Хотьково, Московской обл.) разработана установка (рис. 84), при помощи которой осуществляется пароструйное обезжиривание с одновременным фосфатированием.
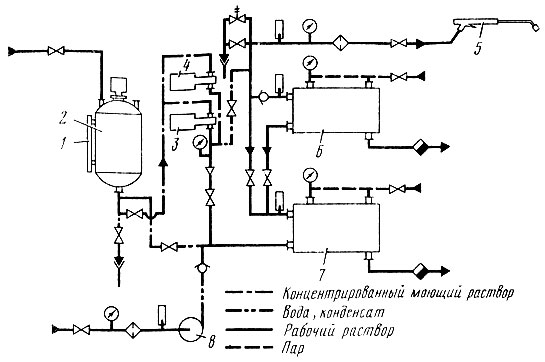
Рис. 84. Схема гидравлической установки для пароструйной очистки кузова: 1 - указатель уровня; 2 - емкость с мешалкой для приготовления концентрата КФА-5; 3, 4 - насосы-дозаторы; 5 - пистолет-очиститель; 6,7 - теплообменники; 8 - центробежный насос
Вода в этой установке, нагнетаемая насосом 8 в один из теплообменников 7 под давлением 9 кгс/см2, нагревается в нем до 140°С и подается по трубопроводам и гибким шлангам к ручным пистолетам-очистителям 5 производительностью 500 л/ч. Струйная головка пистолета представляет собой сопло цилиндрической формы с конической насадкой. При истечении из нее струя дробится за счет кипения воды. Одновременно дозировочным насосом 4 в систему подается концентрированный обезжиривающе-фосфатирующий раствор из бака 2. Оператор, направляя струйную головку пистолета на обрабатываемую поверхность, производит ее обезжиривание. Тепловая энергия струи способствует смягчению и плавлению жировых загрязнений, а механическое воздействие и высокая турбулентность потока - быстрому их уносу из зоны очистки.
Большой обезжиривающий эффект достигается введением в нагретую воду концентрата моющего раствора КФА-5, который не только обеспечивает хорошее качество обезжиривания поверхности, но и способствует созданию на ней аморфной железофосфатной пленки. При обработке этим составом улучшаются защитные и физико-механические свойства покрытия.
Грунтование. Первой операцией после подготовки поверхности является грунтование. Назначение грунтования - создать надежный антикоррозионный слой и высокую прочность сцепления верхних покрытий с поверхностью кузова.
Грунтование следует проводить сразу же после подготовки поверхности. Для лучшего смачивания окрашиваемой поверхности и сцепления с последней, а также для получения тонкого слоя рабочая вязкость грунтовки должна быть меньше, чем вязкость краски последующих слоев покрытия, и соответствовать техническим указаниям.
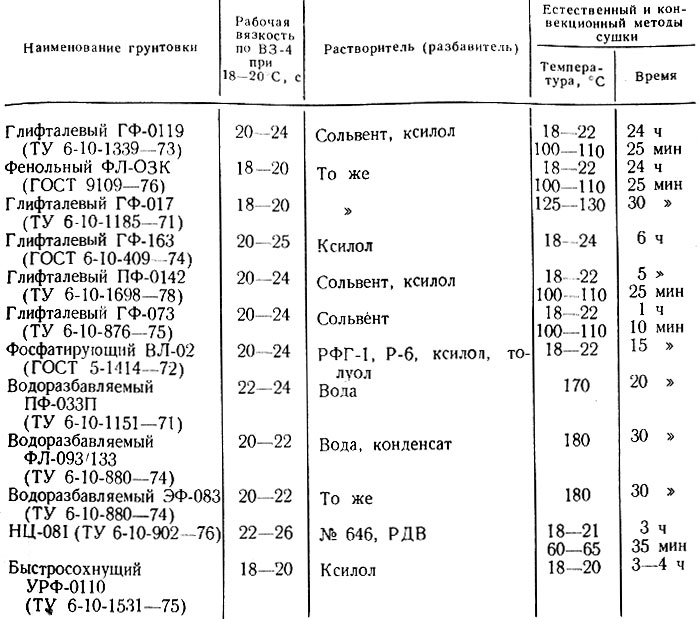
Для грунтования в процессе окраски кузовов автомобилей чаще применяют грунты, приведенные в табл. 8.
Заниженная вязкость дает слишком тонкий слой, не обеспечивающий надлежащей защиты от коррозии, а повышенная вязкость не обеспечивает хорошего сцепления с последующим слоем покрытия. Применявшаяся до начала 1978 г. глифталевая грунтовка ГФ-020 заменена более качественной грунтовкой ГФ-0119 (ТУ 6-10-1399-73). Кроме того, вместо грунтовки ГФ-020 можно использовать грунтовку ПФ-0142, которая высыхает гораздо быстрее. Перед разбавлением грунтовки ПФ-020 до рабочей вязкости рекомендуется добавить в эмаль 4% сиккатива (ГОСТ 1003-73).
Для грунтования прошлифованных до металла мест кузовов автомобилей и автобусов применяют быстросохнущую антикоррозионную грунтовку ГФ-073.
На заводах автомобилестроения широко применяется грунтование кузовов методом электроосаждения. Этот метод осуществляется в ваннах для окунания при постоянном токе. Электроосаждением наносят водоразбавляемые лакокрасочные материалы. Катодом служит сам корпус ванны или специально внесенные в нее угольные, стальные (фосфатированные) или другие стержни. При окраске электроосаждением образуется плотная беспористая пленка, свободная от подтеков и других дефектов, равномерное покрытие по толщине, обеспечивается покраска труднодоступных мест, сокращаются потери лакокрасочных материалов (используется до 98% лакокрасочного материала). Установка безопасна в пожарном отношении. На заводах для грунтования изделий методом электроосаждения применяется водоразбавляемый грунт ФЛ-093/133. Ниже для примера приводится технологическая схема грунтования кузовов легковых автомобилей методом электроосаждения, применяемого на одном из заводов.
Таблица 8
Устанавливают шесть дополнительных электродов в ланжероны, пороги и углы багажного отделения кузова; подключают основные электроды, погружают кузов в ванну и проверяют правильность постановки электродов. Продолжительность полного погружения - 4 мин.
Грунтование методом электроосаждения производится при следующих режимах: напряжение 200-220 В, pH водного раствора грунта 7,2-7,4; температура раствора 20±2°С. Последовательность грунтования следующая: орошение поверхности кузова - Две струйные промывки ультрафильтратом; промывка поверхности кузова деминерализированной водой; сдувание капель воды в течение 1,8 мин сжатым воздухом с температурой 50-60°С; съем электродов; сушка конвекционная при 180°С 32 мин; охлаждение до 40°С в течение 3 мин.
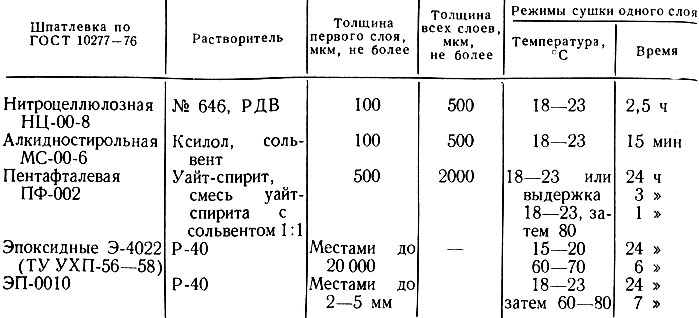
Таблица 9
Слой грунта на поверхности кузова и деталей получается ровный, толщиной от 20 до 40 мкм. Расход грунта от 50 до 70 г/м2 поверхности. Электроосаждение грунта осуществляется в ванне емкостью 140 м3, а комплектующие детали в ванне емкостью 90 м3. Ванны оборудованы внутренней системой циркуляции (по схеме ванна-мешалка-ванна за счет постоянной работы мешалок) и внешней системой (по схеме ванна-фильтры-насосы-теплообменник-ванна). Полностью автоматизированы процессы нанесения вторичных грунтовок и отделочных эмалей с помощью специального оборудования, выпускаемого фирмами "Дюрр" (ФРГ), "Драйсис" (Франция), "Девилбисс", "Рансбург" (США) и др,
Поскольку во время эксплуатации коррозионному воздействию наиболее подвержено днище автомобиля, на ВАЗе введена дополнительная операция - нанесение на днище, на пол кузова и на внутреннюю поверхность дверей эпоксидного грунтовочного слоя.
Испытания показали, что в случае повреждения противошумного покрытия днища и попадания внутрь кузова влаги эпоксидная грунтовка длительное время защищает эти поверхности от коррозии.
Шпатлевание. Поскольку в распоряжении автотранспортных и авторемонтных предприятий имеются различные термопластики и заполнители на эпоксидной основе, которые позволяют тщательно выправить неровные поверхности в кузове и оперении, оставшиеся после правки до их поступления на участок окраски, шпатлевание должно применяться для выравнивания только рисок и незначительных углублений. Для этой цели применяют быстросохнущие и другие шпатлевки, выпускаемые промышленностью различных составов в зависимости от способа их нанесения (вручную или распылением) и от состояния окрашиваемой поверхности. Шпатлевка не повышает защитные свойства лакокрасочного покрытия, а при неправильном применении может даже значительно снизить его механическую прочность. Кроме того, шпатлевание отнимает много времени. Выпускаемые промышленностью шпатлевки (табл. 9) могут быть нанесены определенной толщины и высыхают при различной температуре, которыми следует руководствоваться при шпатлевании.
Шлифование. Шлифуют промежуточные и последний слой шпатлевки после высыхания каждого слоя. Во избежание образования пыли и для обеспечения тонкости шлифования рекомендуется применять мокрое шлифование водостойкой шкуркой. При этом обрабатываемую поверхность обильно смачивают водой. Для мокрого шлифования применяют водостойкие шлифовальные шкурки по ГОСТ 10054-75.
Легкое шлифование грунта под шпатлевку выполняется шлифовальной шкуркой № 8 (бывшая № 150), а под эмали - шкуркой № 6-5 (бывшая № 180-220).
Шлифование промежуточных слоев шпатлевки осуществляется шлифовальными шкурками № 8-6 (бывшие № 150-180), а последнего слоя шпатлевки - № 6-5. Для механизации процесса шлифования и полирования можно применять пневматические машины ОПМ-2, ОПМ-3, ОПМ-4, выпускаемые заводом "Русский дизель" (Ленинград).
Нанесение антикоррозионных и противошумных составов. После грунтования на днище кузова и другие внутренние поверхности кузова наносят противошумные битумные мастики. В разделе "Шумоизоляция кузова" подробно освещены принимаемые для этой цели меры на кузовах автомобилей и автобусов отечественного производства. Кроме перечисленных в указанном разделе мероприятий, на некоторых кузовах легковых автомобилей на заводах автомобильной промышленности с целью уменьшения вибродемпфирования деталей кузова, имеющих небольшую толщину металла и большую площадь (потолок, крышка багажника, пол и багажное отделение), на них крепятся специальные противошумные накладки. Они имеют клеевую основу и после прохождения через сушильные камеры надежно приклеиваются к поверхности. Накладки, применяемые для пола, заменены битумными ковриками. После противошумных накладок на внутренние и наружные швы кузова наносится безвоздушным распылением диплазоль Д-4А (ТУ 6-01-458-70). При последующей сушке он надежно герметизирует швы кузова, остается эластичным и сохраняет это свойство в процессе эксплуатации автомобиля. В настоящее время вместо мастики БПМ-1 на заводах автомобилестроения применяется противошумная мастика БПМ-3, которая наносится толщиной 1,5-2,0 мм и высыхает за 30 мин при 100-110°С (при полной окраске кузова сушка мастичного слоя осуществляется одновременно с сушкой эмалевого покрытия).
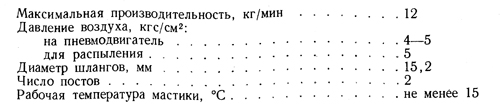
Научно-производственным объединением "Лако- краспокрытие" разработана установка УНМ-1 (рис. 85) для механизированного нанесения мастики БПМ исходной вязкости на кузова автобусов ЛАЗ. Установка представляет собой стационарный окрасочный агрегат. Мастика наносится методом пневматического распыления при работе двух постов одновременно.
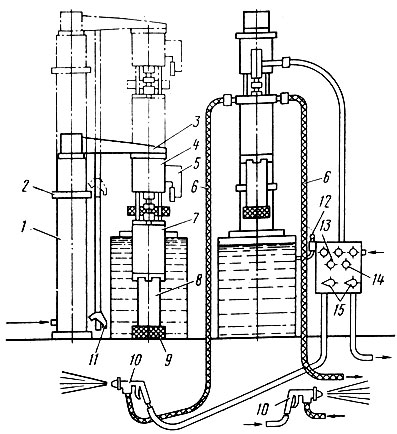
Рис. 85. Установка УНМ-1 для нанесения мастики: 1 - пневмоподъемник; 2 - стопорное кольцо; 3 - траверса; 4 - пневмопривод; 5 - воздухораспределитель; 6 - бронированные полиэтиленовые шланги; 7 - кожух; 8 - поршневой гидронасос; 9 - фильтр; 10 - распылители; 11 - замок; 12 - выключатель; 13, 14 - регуляторы давления воздуха на пневмопривод и пневмоподъемник; 15 - кран подачи воздуха на распылители
Управление и контроль параметров работы установки осуществляются с помощью пульта, на котором размещены краны 15 подачи сжатого воздуха на распыление и регуляторы 13 и 14 давления воздуха на пневмопривод и пневмоподъемник с манометрами. Кроме того, на пульте установлен выключатель 12 подачи воздуха на пневмоподъемник 1. Во время смены бочек гидронасос поднимается в верхнее положение и фиксируется замком 11 и стопорным кольцом 2, установленным на цилиндре пневмоподъемника. Мастика наносится на поверхность кузова с помощью распылителя РВМ-1.
При старой технологии нанесения мастики и ее разведении 30% сольвента толщина получаемого покрытия значительно ниже, чем при нанесении с помощью установки УНМ-1 без разведения.
По данным ВКЭИавтобуспрома внедрение технологии нанесения мастики БПМ-1 исходной вязкости по программе Львовского автобусного завода позволяет получать значительную экономию в народном хозяйстве. Внедрение установки УНМ-1 дало возможность ликвидировать трудоемкую операцию разведения мастики и улучшить санитарно-гигиенические условия труда маляров в связи с отсутствием красочного тумана, благодаря чему обе операции выполняются на одном рабочем месте в камере.
Проверка показала, что износ узлов, вызываемый абразивным наполнителем-асбестом, незначителен, так как скорость движения мастики внутри установки мала.
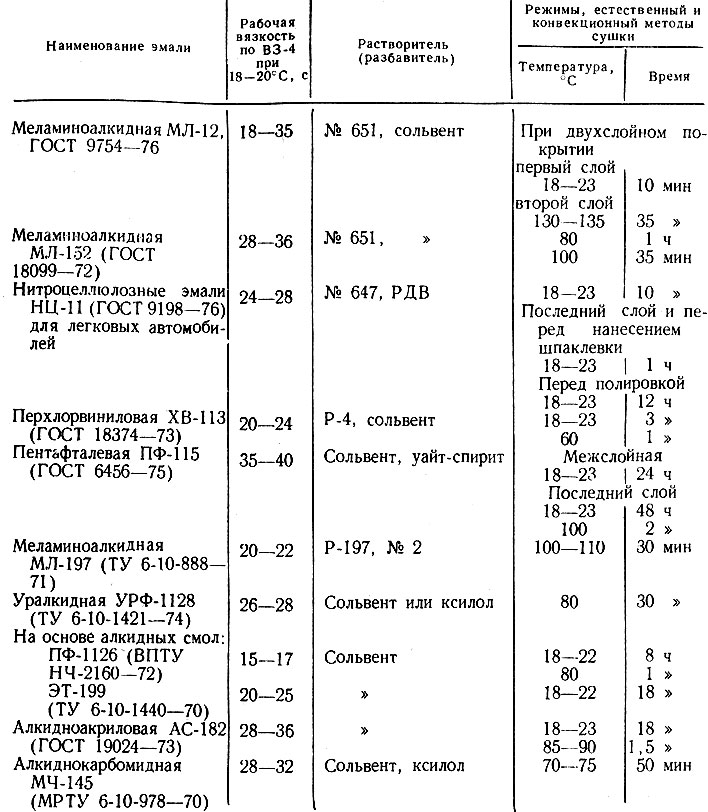
Нанесение внешних слоев покрытия. Для внешних покрытий обычно применяют такие же материалы, какими автомобиль был окрашен до поступления в ремонт. Исключение составляют эмали, которые по техническим условиям требуют высокой температуры сушки, недопустимой при окраске автомобилей в сборе, имеющих резиновые уплотнители и другие детали, которые при высоких температурах разрушаются. Для окраски кузовов (кабин) автомобилей в настоящее время применяются главным образом меламиноалкидные эмали горячей сушки (табл. 10). Эти эмали обладают хорошей атмосферостойкостыо, твердостью и эластичностью, стойкостью к периодическому воздействию минерального масла, бензина и воды при нормальной температуре и высокой декоративностью.
При окраске автомобилей много времени отнимает сушка покрытий. Искусственная сушка приводит также к большим затратам на изготовление и эксплуатацию сушильных устройств. Поэтому в последние годы стали выпускаться быстросохнущие лакокрасочные материалы и материалы, которые высыхают при более низких температурах сушки. Это позволяет сократить производственный цикл окраски изделий, повысить производительность труда, уменьшить производственные площади, занятые под окрасочные работы, сократить энергетические затраты и улучшить качество покрытий. В табл. 10 приведены наиболее часто применяемые на авторемонтных предприятиях лакокрасочные материалы для внешних покрытий.
Для окраски кузовов автомобилей и автобусов на заводах автомобилестроения в настоящее время применяют в основном меламиноалкидную эмаль МЛ-197 (ТУ 6-10-888-72), которая наносится пневмораспылителем и в электростатическом поле. До рабочей вязкости 20-22 с эмаль разводят растворителем Р-197 (ТУ 6-10-1100-72), № 2 или их смесью, а для электроокраски - растворителем РЭ (ГОСТ 18187-72). Время высыхания двухслойного покрытия при 100-110°С 30 мин. На заводах автомобилестроения и авторемонтных заводах для окраски автомобилей и автобусов продолжают применять эмали МЛ-12, МЛ-152.
При подкраске прошлифованных до металла мест и незначительных участков на кузовах автомобилей можно применять быстросохнущую грунтовку ГФ-073, выпускаемую Ярославским химическим комбинатом по ТУ 6-10-876-75. Эта грунтовка высыхает при 18-22°С за 1 ч, а при 100°С -за 10 мин. Сразу же после нанесения грунтовки ГФ-073 (по мокрому слою) можно наносить эмалевые покрытия; при этом потеря блеска эмалей по данным ГИПИ ЛКП (Лакокраспокрытие) составляет не более 5%. Эту грунтовку применяют на ВАЗе для исправления дефектов окраски кузовов. Она отличается высокими антикоррозионными свойствами, разбавляется до рабочей вязкости 20-22 с по ВЗ-4 ксилолом и наносится пневмораспылением.
Таблица 10
Приведенная в таблице быстросохнущая эмаль на основе уралкидных смол УРФ-1128 выпускается различных цветов Рижским лакокрасочным заводом и предназначена для окраски подвижного состава городского пассажирского транспорта (автобусов, троллейбусов, трамваев) взамен пентафталевой эмали ПФ-115. Промышленностью на основе алкидных смол выпускаются эмали ПФ-1126 (ВПТУ НЧ 2160-72) и эмали ЭТ-199 (ТУ 6-10-1440-70) различных цветов. Перед нанесением методом пневматического распыления в эмали ПФ-1126 вводят сиккатив №63 или 64 и разбавляют растворителем до рабочей вязкости 15-17 с по ВЗ-4 при 20°С.
Эмаль может наноситься пневматическим распылением с подогревом методом безвоздушного распыления, а также в электрическом поле высокого напряжения. Для получения атмосферостойких покрытий эмаль наносится в два слоя по предварительно загрунтованной поверхности. Применяется для этой цели грунтовка ГФ-0119 или ФЛ-03к. Между нанесением двух слоев эмали производится выдержка в течение 2-3 мин. Последний слой эмали сушат при 18-22°С в течение 8 ч или при 80°С в течение 1 ч. Толщина двух слоев 36-46 мкм. Эмаль ЭТ-199 также наносится двумя слоями на предварительно загрунтованные (грунтом ГФ-0119 или ФЛ-03к) поверхности краскораспылителем, кистью, окунанием или распылением в электрическом поле. До рабочей вязкости 20-25 с по вискозиметру ВЗ-4 эмаль ЭТ-199 разбавляется сольвентом. Эмаль ЭТ-199 характеризуется в сравнении с серийной пентафталевой эмалью ПФ-115 менее продолжительным сроком практического высыхания покрытий (17-18 ч при 18-23°С).
Поскольку эмали УРФ-1128, ПФ-1126 и ЭТ-199 по сравнению с ПФ-115 и ПФ-133 быстрее высыхают, это позволяет сократить технологический цикл окраски, получить лучшее качество покрытия благодаря повышенной твердости и хорошим декоративным свойствам.
Для окраски платформ грузовых автомобилей применяется алкиднокарбамидная эмаль МЧ-145, которая наносится в два слоя без грунтовки или один слой по грунтовке ГФ-0119 или ФЛ-03к.
Для окраски автобусов могут быть применены также алкидно-акриловые эмали АС-182 различных цветов (ГОСТ 19024-73), которые обладают по сравнению с эмалями ПФ-115 и ПФ-133 более яркой и насыщенной цветовой гаммой; покрытия на их основе значительно превосходят по долговечности и декоративности.
Способы нанесения лакокрасочных покрытий. На авторемонтных предприятиях применяются три метода нанесения лакокрасочных материалов при окраске кузовов: воздушный, безвоздушный и в электрическом поле. Основным способом нанесения лакокрасочных материалов при окраске автомобилей на авторемонтных заводах продолжает являться метод воздушного распыления. Для нанесения материалов этим методом используются установки, состоящее из краскораспылителей, красконагнетательных бачков и воздухоочистителей. Однако окраска пневматическим распылением, кроме общеизвестных достоинств, обладает существенным недостатком - значительными технологическими потерями, которые складываются из потерь на туманообразование (унос частиц краски из факела сжатым воздухом) и потерь вследствие пролета частиц за контур окрашиваемого изделия.
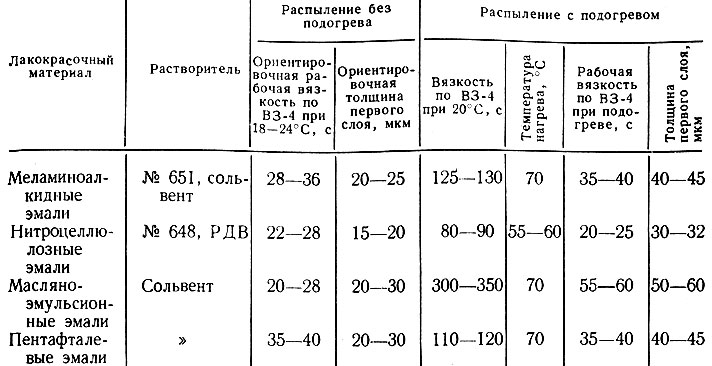
Распыление с подогревом. Вязкость большинства красок при нагреве заметно уменьшается, что при пневматическом распылении дает возможность снизить расход разбавителя (для нитроэмалей - до 30%, а для синтетических эмалей - до 40%) и увеличить сухой остаток краски, уменьшить давление воздуха и соответственно снизить потери краски вследствие отражения частиц от окрашиваемой поверхности и туманообразования. При этом повышается также производительность труда, так как за счет увеличения толщины слоя и повышения укрывистости сокращается количество наносимых слоев. Из сопоставления основных технологических параметров нанесения покрытий в подогретом состоянии с аналогичными параметрами при нанесении покрытий без подогрева (табл. 11) методом пневматического распыления видны преимущества нанесения подогретых эмалей.
Таблица 11
Для подогрева лакокрасочных материалов за рубежом применяются установки, которые выпускаются промышленностью во взрывобезопасном исполнении (Де-Вилбисс и др.).
Безвоздушный метод распыления. В последние годы в промышленности все более широкое применение находит метод окраски изделий под высоким давлением (безвоздушное распыление). При этом процесс осуществляется как с нагревом лакокрасочных материалов, так и без него. Сущность безвоздушного метода окраски заключается в том, что распыление лакокрасочного материала достигается путем превращения потенциальной энергии краски, находящейся под давлением, в кинетическую при выходе в атмосферу. В этом процессе дробление краски осуществляется в результате резкого перепада давления на выходе из краскораспылителя специальной конструкции. Давление на краску создается гидравлическим насосом, приводимым в движение от обычного компрессора. При окраске с подогревом лакокрасочный материал, нагретый до температуры 70-100°С, подается к соплу краскораспылителя под давлением 40-60 кгс/см2. По выходе из сопла краска приобретает скорость больше критической при данной вязкости; в результате падения давления до атмосферного освобождаются силы, стремящиеся расширить лакокрасочный материал, и создается мелкодисперсный факел (материал распыляется). При этом легколетучая часть растворителя, входящего в состав лакокрасочного материала, интенсивно испаряется, что сопровождается значительным увеличением объема краски и ее диспергированием. Гидравлическое давление с нагревом дает возможность распылять лакокрасочный материал значительной вязкости, так как нагрев снижает вязкость и поверхностное натяжение. При этом качество покрытия достигает 1-го класса.
В случае применения окраски без нагрева распыление практически всех лакокрасочных материалов ведут при давлении 100- 250 кгс/см2. Толщина покрытия обеспечивается так же, как и при пневматическом распылении, в пределах 10-40 мкм; качество покрытия соответствует 2-му классу.
Для нанесения покрытий безвоздушным распылением в настоящее время применяются некоторые более совершенные виды оборудования. Выпускается малогабаритная установка для безвоздушного распыления "Радуга-063П" (рис. 86), разработанная научно-производственным объединением "Лакокраспокрытие". Эта установка позволяет распылять все лакокрасочные материалы, пригодные для нанесения методом безвоздушного распыления, с исходной вязкостью до 50 с по ВЗ-4 и получать покрытия 2-3-го класса по ГОСТ 9894-61.
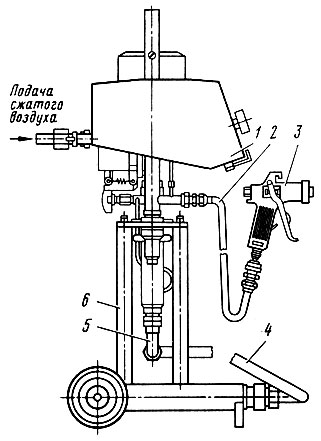
Рис. 86. Установка безвоздушного распыления 'Радуга-063П': 1 - насос; 2 - шланг высокого давления; 3 - краскораспылитель КРБ-1; 4 - всасывающий шланг с фильтром; 5 - патрубок; 6 - подставка
Широкое применение получили также установки безвоздушного распыления без подогрева краски типа чехословацкого окрасочного аппарата VIZA (рис. 87) и установки Факел-3, УБРХ-1М, выпускаемые отечественной промышленностью, технические характеристики которых приведены в табл. 12. Кроме указанных, выпускаются и другие установки БВР, в том числе ЛУЧ-2, предназначенная для нанесения краски с подогревом.
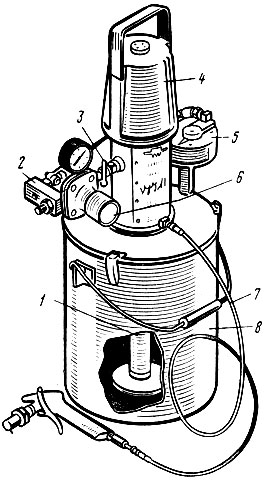
Рис. 87. Окрасочный аппарат VIZA 1 - поршневой насос; 2 - пневмопривод; 3 - трехходовой кран; 4 - двигатель; 5 - ротационный мотор; 6 - клапан; 7 - шланг; 8 - сосуд для лакокрасочных материалов
Таблица 12
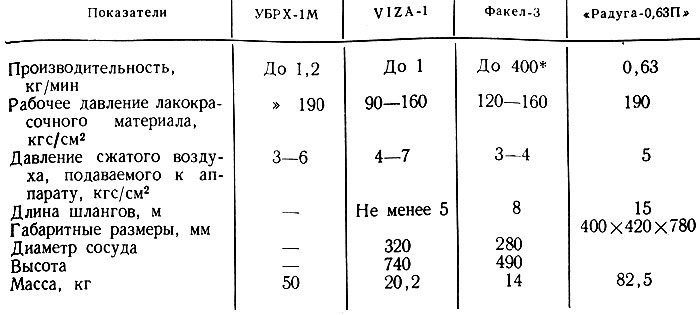
* Производительность по окраске, м2/ч
Аппарат VIZA работает как мультипликатор с передаточным отношением поверхностей поршней 1:24. При давлении воздуха 5-8 кгс/см2 достигается статическое давление на лакокрасочный материал до 160 кгс/см2. Достоинством аппарата является автоматически управляемый насос высокого давления. При нажатии на пусковой крючок краскораспылителя пневматический двигатель, к поршневому штоку которого прикреплен поршень насоса, начинает работать. Лакокрасочный материал под действием высокого давления поступает к соплу пистолета и распыляется. Когда пусковой крючок пистолета освобожден и закрыт подвод краски, поршни немедленно останавливаются, так как происходит выравнивание сил, действующих на поршневые штоки.
В Чехословакии разработан метод, при котором краска подается в распылитель под давлением 12-20 кгс/см2 (вместо 40-60 кгс/см2). При этом краска получает вихревое движение и большое ускорение в специальном сопле и по выходе наружу распыляется вследствие быстрого расширения, так же как в установках безвоздушного распыления. Отличие аппаратуры для окраски по этому методу от обычных установок безвоздушного распыления заключается в том, что давление на краску осуществляется сжатым воздухом (компрессоры) или углекислым газом (баллоны). Установка состоит из красконагнетательного бака, распылителя, серийно выпускаемого фирмой "Ково-Финиш", и шланга (работает под давлением 20 кгс/см2, внутренний диаметр 8 мм, длина не более 10 м). Кроме того, установка снабжается набором сопел с уплотнением и насадкой-удлинителем. Производительность распылителя в среднем 240 м2/ч.
Аппаратура может быть использована и для нанесения подогретой краски. Для этой цели дополнительно устанавливается подогреватель, состоящий из масляной бани, нагреваемой до 60°С электросопротивлением. В масло погружен медный змеевик с диаметром трубки 6 мм, через которую краска проходит к распылителю.
Окраска электро- и пневмоэлектростатическим распылением. Сущность метода окраски в электрическом поле, как известно, заключается в том, что частицы краски, попадая в зону электрического поля высокого потенциала, приобретают заряд и осаждаются на подлежащей окраске поверхности, имеющей противоположный заряд. В электрическом поле можно осуществлять окраску сжатым воздухом низкого давления или под действием центробежной и электростатической силы. При этом методе исключается возможность туманообразования, что способствует повышению культуры производства и значительному улучшению санитарно-гигиенических условий труда.
При пневматическом распылении в электрическом поле все же имеют место некоторые потери краски, поскольку краскораспылитель расположен на некотором расстоянии от коронирующей зоны и не вся распыливаемая краска доходит до этой зоны. Другими словами, по пути следования от краскораспылителя к детали часть краски, не получившая электрический заряд, теряется.
Чтобы получить почти 100%-ное осаждение на окрашиваемую поверхность, сообщают заряд высокого напряжения непосредственно краске и распыляют ее без помощи сжатого воздуха. По этой схеме краска самотеком поступает через полый вал воздушной турбинки внутри чашки центробежного электрораспылителя и под действием центробежной силы тонким слоем растекается по ее краям. Ток высокого напряжения подведен непосредственно к головке распылителя, вследствие чего острые края начинают коронировать. Электрические силы поля коронного заряда распыляют краску, мелкие заряженные частицы которой устремляются к окрашиваемой детали.
Однако одним из основных недостатков окраски в стационарных электрокрасочных установках является трудность окраски изделий сложной конфигурации и разных габаритов, обрабатываемых на одном и том же технологическом конвейере (кабины, детали, оперения, кузова и т. п.). Кроме того, при окраске в электрическом поле осаждение лакокрасочного материала происходит успешно на выпуклых поверхностях изделий и менее успешно на местах углублений. Поэтому для окраски таких изделий, а также углублений, труднодоступных и внутренних поверхностей приходится применять подкраску ручными пневматическими распылителями.
Стационарные электроокрасочные установки наиболее экономичны при непрерывной окраске большого количества однотипных деталей (в крупносерийном и массовом производстве). При небольшом количестве автомобилей, подлежащих окраске, целесообразно применять ручную окраску в электрическом поле высокого напряжения. Основным преимуществом ручной окраски в электрическом поле перед автоматической является маневренность, т. е. возможность поместить распылитель в любое требуемое положение относительно окрашиваемого изделия. Окраска в электрическом поле совершенствуется путем комбинирования этого метода с пневмо- и безвоздушным распылением. Для ручной окраски в электрическом поле на авторемонтных и автотранспортных предприятиях чаще всего применяют установки УЭРЦ-4 или УЭРЦ-5 для ручной электроокраски, созданные Минским конструкторско-технологическим экспериментальным институтом автомобильной промышленности, которые позволяют работать одновременно чашечным электрораспылителем и пневмоэлектрораспылителем. Наличие распылителей двух типов дает возможность применять установку для окраски изделий сложной конфигурации.
В последнее время получает распространение комбинированный способ окраски, сочетающий холодное безвоздушное распыление лакокрасочного материала в электрическом поле высокого напряжения. Для окраски в электрическом поле высокого напряжения с применением безвоздушного распыления НПО "Лако-краспокрытие" разработана установка, снабженная ручным гидроэлектростатическим распылителем УГЭР-3. Применение этой установки для окраски плоских поверхностей значительно повышает производительность окрасочных работ.
Широкое применение за рубежом получили ручные электростатические распылители фирмы "Ransburg (США), которые выпускаются трех видов: с вращающейся чашей, с пневматическим распылением лакокрасочного материала (пневмоэлектростатический) и с безвоздушным распылением (гидроэлектростатический).
Ручной электростатический распылитель с вращающейся чашей имеет небольшую частоту вращения чаши (525 об/мин). Вследствие этого распыление и осаждение лакокрасочного материала на изделиях осуществляется только под действием сил электрического поля; потери при окраске минимальные.
В качестве источника высокого напряжения в ручных электрораспылителях фирмы "Ransburg" используются трансформаторно-выпрямительные устройства, смонтированные по схеме удвоения напряжения. Лакокрасочный материал подается на чашу из пневмобачка при давлении воздуха от 0,3 до 2,1 кгс/см2.
Пневмоэлектростатический распылитель снабжается тремя видами сопел для воздуха. Одно из них применяется при массовом производстве, другое для тонкого распыления при высоком качестве окраски и третье при малопроизводительных работах. Расход воздуха при давлении 3,5 кгс/см2 не превышает 12 м3/кг.
Гидроэлектростатический распылитель имеет широкий диапазон изменения производительности. Однако наибольший электростатический эффект достигается при производительности до 600 см3/мин. Требуемые производительность и форма факела обеспечиваются набором сопел с ограничителями расхода воздуха и изменения давления, под которым находится лакокрасочный материал.
По сравнению с обычным безвоздушным распылением при окраске различных по сложности деталей достигается экономия лакокрасочного материала 15-35%. Наиболее экономично распылитель работает при давлении на краску от 35 до 105 кгс/см2. Оптимальное расстояние от распылителя до окрашиваемой поверхности 200-300 мм.
Для окраски вагонов в электрическом поле широкое распространение получила установка УЭРЦ-4 (рис. 88), которая монтируется на раме 3 четырехколесной малогабаритной тележки. Эта установка имеет генератор 2 высокого напряжения, дозирующее устройство 4, позволяющее подавать краску к распылителям в требуемом количестве, и электризатор 1. На передней панели располагаются гнезда: 18 - для присоединения магистрального воздухопровода, 19 - для трубопровода для подачи краски к пневматическому распределителю 5, 20 - для подачи краски к электрораспылителю 6, 21 - воздуховода 16 для подключения проводов ко второму электризатору, 17 - заземлению и 8 - электросети.
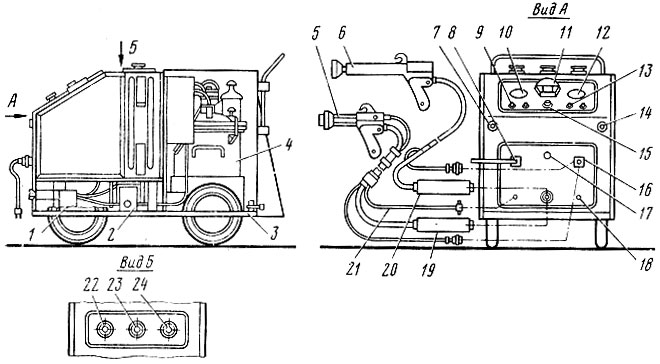
Рис. 88. Установка УЭРЦ-4 для окраски автобусов
На панели установлены также приборы управления установкой и регулирования, переключатель 22 регулятора воздуха, поступающего к пневмораспылителю, манометры 10 и 12, тумблер 9 для подключения к сети напряжением 220 В, переключатель 23 воздуха, вольтметр 11 высокого напряжения, переключатель частоты вращения чашечного краскораспылителя 15, переключатель 24 регулятора давления воздуха в дозаторе, тумблеры 13 с сигнальными лампами 7 для включения установки и 14 - для включения высокого напряжения. Такая установка может быть использована для окрашивания автобусов.
Для наружной окраски вагонов применяют также установки для безвоздушного распыления краски под давлением 45- 60 кгс/см2, подогретой до температуры 70-180°С.
Двусторонняя проходная окрасочная камера. В существующих конструкциях проходных окрасочных камер применяется ручной труд для очистки от краски стен и дна камеры и осадочной ванны. С целью облегчения и механизации процесса удаления осадков краски предложена конструкция камеры (изобретение 403447), отличающаяся тем, что окрасочная камера снабжена дополнительными наклонными водяными экранами, расположенными в нижней части камеры и соединенными наклонными лотками с осадочной ванной, вынесенной за пределы камеры в приямок, а в ванне установлены ящики для сбора осадков краски. Двусторонняя проходная окрасочная камера (рис. 89) выполнена в виде двух одинаковых, но развернутых на 18° секций.
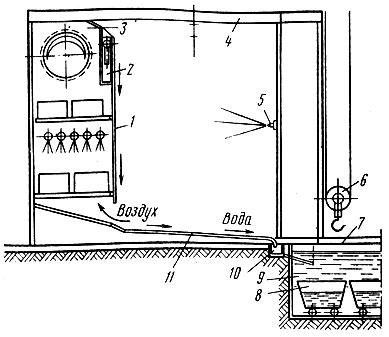
Рис. 89.. Секция двусторонней проходной окрасочной камеры
Секция состоит из каркаса 4, вертикального экрана 1, гидрофильтра 3, дополнительных наклонных водяных экранов 11, являющихся днищем камеры, наклонного лотка 10, ванны 9, расположенной за пределами камеры, съемной крышки 7 и ящиков 8, для оборки осадков краски.
Из кармана 2 гидрофильтра 3 вода переливается, образуя вертикальный водяной экран 1, захватывает своим потоком избыток краски, распыливаемой пульверизатором 5, стекает на дополнительные водяные экраны 11 и по наклонному лотку 10 поступает в осадочные ящики 8. Ящики с осадками краски извлекаются из ванны краном 6 с последующим направлением на регенерацию.
Сушка лакокрасочных покрытий. Лакокрасочные материалы, применяемые при окраске автомобилей, образуют пленку в результате испарения растворителя (главным образом быстросохнущие, не содержащие масел, например, нитроцеллюлозы) или вследствие окисления, конденсации и полимеризации пленкообразующего вещества (синтетические и маслосодержащие материалы). Испарение растворителей протекает при сравнительно низких температурах и ускоряется путем периодической смены насыщенного парами растворителя окружающего воздуха.
На ускорение процесса сушки влияет ряд факторов, наиболее важными из которых являются температура нагревания лакокрасочного слоя и степень подвижности воздуха. При неподвижном воздухе среда, непосредственно соприкасающаяся со свежеокрашенной поверхностью, насыщается парами растворителей, и процесс сушки замедляется. При беспрерывной смене воздуха пары растворителя уносятся с поверхности окрашенного изделия. Значительное влияние на испарение растворителей оказывает и скорость воздушного потока в зоне сушки.
В зависимости от применяемых материалов, требований, предъявляемых к лакокрасочному покрытию, и организации производственного процесса окраски, сушка лакокрасочных материалов может происходить в естественных условиях при температуре 18-23°С и при повышенной температуре, способствующей значительному ускорению процесса сушки. Чтобы создать условия, при которых окрашенные поверхности автомобилей подвергаются постоянному воздействию повышенных температур при интенсивном движении воздуха, сушку осуществляют в предназначенных для этой цели устройствах.
В зависимости от способа передачи тепла сушильные устройства, применяемые на авторемонтных заводах, могут быть трех основных типов: конвекционные, терморадиационные и терморадиационно-конвекционные. В конвекционных камерах передача тепла от его источника к изделию осуществляется нагретым перемещающимся воздухом. В терморадиационных камерах нагрев изделия происходит под действием инфракрасного излучения непосредственно от его источника и для передачи тепла активная среда не требуется. В терморадиационно-конвекционных камерах нагрев изделия осуществляется комбинированным способом, это дает возможность получить равномерную сушку покрытия как наружной поверхности кузова, так и других необлучаемых его участков (панель приборов, внутренняя поверхность крышки багажника и т.п.). Терморадиационно-конвекционный способ сушки применяется также при сушке в одной камере окрашенных поверхностей изделий различной конфигурации и размеров (кабины и оперение грузовых автомобилей и т.п.).
Источником терморадиационного нагрева могут быть панели, нагреваемые газом, термоэлектронагреватели (ТЭНы), установленные в параболических отражательных рефлекторах, и зеркальные лампы накаливания с вольфрамовыми нитями. Волны, излучаемые этими источниками, находятся в инфракрасной области спектра, а длина этих волн зависит от температуры излучателя: чем ниже температура, тем больше длина волны. Опыты показали, что наиболее эффективными генераторами инфракрасных лучей являются газовые инжекционные горелки беспламенного горения, в которых источником инфракрасных лучей является керамическая насадка.
Газовоздушная смесь на выходе из отверстия керамической насадки (0,8-1,0 мм) дает реакцию мелкого взрыва. Вследствие этого насадка накаляется до 800-900°С, приобретает ярко-оранжевый цвет и излучает инфракрасные лучи длиной волны от 1 до 3 мкм. Лучи, падая на высушиваемую поверхность, проходят через слой краски и возбуждают колебания молекул подложки (металла). В результате движения молекул возникает электромагнитное поле и подложка нагревается. Тепловые потоки идут в обратном направлении (навстречу инфракрасным лучам), и процесс сушки начинается от подложки к поверхности покрытия. Пленка краски высыхает с глубины, невысохшего слоя внутри покрытия не остается, корка на поверхности не образуется. Кислород имеет свободный доступ внутрь краски, а пары и газы имеют свободный выход наружу.
Управление камерой с газовыми горелками инфракрасного излучения автоматическое - с пульта, расположенного на расстоянии 5 м. Для отключения газа в аварийных случаях предусмотрена автоматическая система, которая срабатывает при падении или повышении давления газа, отсутствии электроэнергии, внезапной остановке вытяжного и приточного вентиляторов. Кроме того, пуск газа при невключенной системе электрозажигания горелок невозможен. Расход газа каждой горелки (по данным троллейбусоремонтного завода) составляет 0,5 м3/ч, общий его расход - 65 м3/ч. Сушка 1 м2 поверхности стоит 0,16 коп. Температуру на поверхности кузова можно изменять от 100 до 150°С.
В настоящее время в крупносерийном и массовом производстве для окраски изделий применяются комплексы оборудования, включающие агрегаты подготовки поверхности под окраску, камеры окраски и сушки, объединенные транспортными средствами. Оборудование для таких комплексов в каждом конкретном случае должно удовлетворять ряду условий, специфичных для данной продукции и данного предприятия (габариты и масса изделий, конфигурация окрашиваемых поверхностей, программа выпуска, марки лакокрасочных материалов, наличие производственных площадей под оборудование, вид применяемой энергии и т. д.).
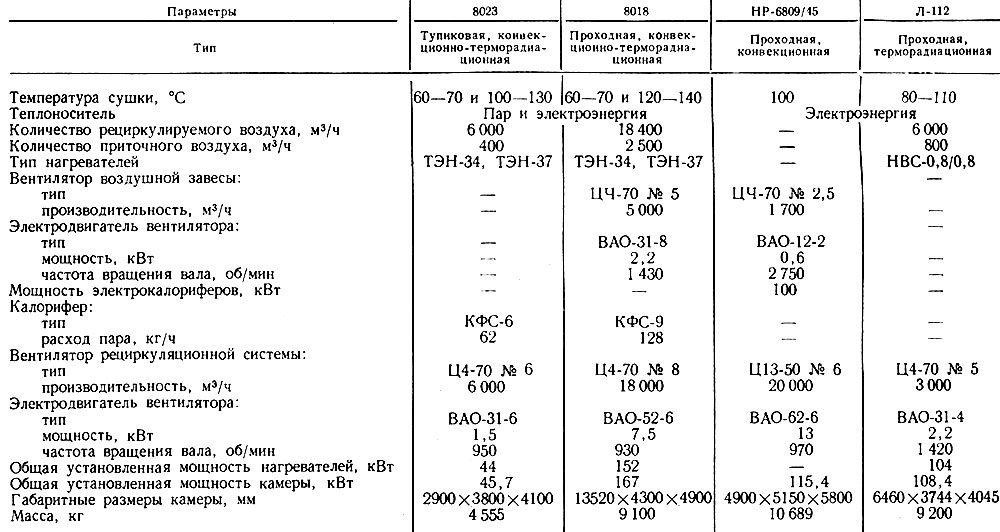
Для сушки окрашенных поверхностей кабин и оперения грузовых автомобилей институтом "Гипроавтотранс" разработаны две терморадиационно-конвекционные камеры: тупиковая (модель 8023) и проходная (модель 8018). Кабина подается в камеру на подвесном конвейере на специальной вращающейся подвеске. Корпус камеры представляет собой сварной каркас, обшитый с двух сторон стальным листом. Между листами проложена теплоизоляция. Конвекционно-рециркуляционная система предназначена для подогрева воздуха до температуры 60-70°С и принудительной подачи его по системе воздуховодов в нижнюю зону камеры; забор воздуха производится в верхней зоне. Конвекционно-рециркуляционная система состоит из центробежного вентилятора с электродвигателем, калорифера, дросселя для регулирования количества выброса воздуха в атмосферу, гибких вставок и воздуховодов. Центробежный вентилятор смонтирован на виброизолирующем основании.
Терморадиационная система предназначена для сушки изделия при повышенной температуре. Система состоит из отдельных панелей, расположенных вдоль камеры по всему поперечному периметру. Каждая панель состоит из сварного металлического корпуса и нескольких трубчатых электронагревателей, установленных в фокусе алюминиевых рефлекторов параболической формы, анодированных и электролитически отполированных. Для уменьшения теплопотерь в проходной камере установлены две воздушные завесы. Воздушный фильтр установлен только над входным проемом камеры. В целях безопасной работы в камере с обеих сторон предусмотрена система блокировки, которая автоматически отключает трубчатые электронагреватели при входе в камеру.
Эти сушильные камеры имеют два режима сушки. Первый режим обеспечивает сушку поверхностей, окрашенных эмалями, высыхающими при температуре 60-70°С. Для получения в камере указанной температуры необходимо включить конвекционно-рециркуляционную систему и воздушную завесу. Второй режим (120-140°С) обеспечивает сушку поверхностей, окрашенных синтетическими эмалями. Для получения в камере указанной температуры необходимо включить дополнительно терморадиационную систему. Температура в камере на этих режимах регулируется автоматически. Первый режим регулируется с помощью термопары, установленной в камере, и электромагнитного вентиля, установленного на паропроводе, идущем к калориферу. Второй режим регулируется также термопарой, установленной в камере над крышей кабины, и электронным потенциометром, установленным на пульте управления.
Для сушки кабин и оперения автомобилей МАЗ-500 на подвесном конвейере периодического действия после окраски ПКБ Главмосавтотранса разработана камера НР-6809/45 (рис. 90).
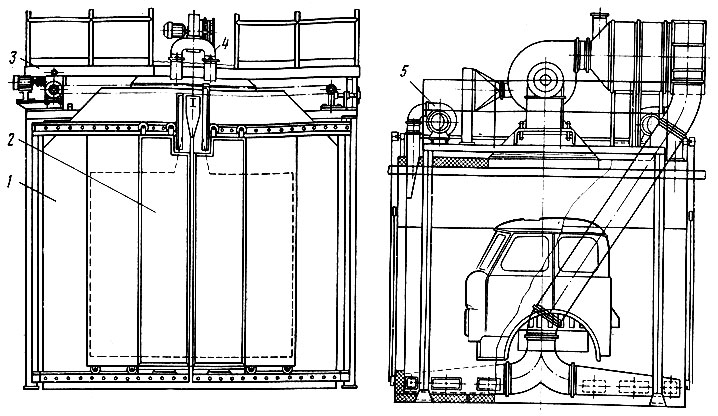
Рис. 90. Камера для сушки кабин и оперения после окраски (НР- 6809/45)
Корпус 1 камеры сварной, обшит стальным листом. Между листами обшивки заложена теплоизоляция. Транспортные проемы корпуса закрываются на время сушки раздвижными двустворчатыми дверями 2, снабженными теплоизоляцией. Механизм привода дверей цепного типа, обеспечивающий синхронность открывания дверей.
На площадке 3 установлен агрегат 5 рециркуляции, состоящий из центробежного вентилятора и электрокалорифера. Воздух засасывается вентилятором через проем в крыше корпуса, нагнетается через калорифер по воздуховодам в нижнюю часть корпуса.
В связи с наличием теплоизолированных дверей воздушные завесы 4 ограждают лишь небольшую часть транспортного проема в месте прохода трассы конвейера. Пары растворителя удаляются в атмосферу через патрубок. Свежий воздух взамен удаленного засасывается в камеру через проемы, огражденные завесами. Техническая характеристика камеры приведена в табл. 13.
Для сушки легковых автомобилей ГАЗ-24 "Волга" после окраски институтом "Гипроавтотранс" разработана камера (модель Л-112), которая представляет собой сборную конструкцию, состоящую из отдельных секций. Каждая секция состоит из каркаса, обшитого стальными листами, пространство между которыми заполнено теплоизоляционным материалом. Вентиляционные агрегаты для рециркуляции нагретого воздуха расположены на площадке над камерой. Для удобства и безопасности работы по обслуживанию вентиляционных агрегатов площадка имеет ограждение и лестницу.
Для регулирования количества выбрасываемого в атмосферу насыщенного парами растворителя воздуха и подачи в камеру чистого воздуха имеются дроссели. Для очистки поступающего из помещения воздуха служат фильтры.
Сушка окрашенных поверхностей автомобиля производится с помощью нагрева кузова автомобиля терморадиационными панелями, облучающими всю окрашенную поверхность. Терморадиационные панели представляют собой сварную раму, на которой смонтированы трубчатые электронагреватели с параболическими отражательными рефлекторами. Для регулировки температуры сушки в камере предусмотрены средства автоматики. Аппаратура управления терморадиационными панелями и вентиляторами сблокирована между собой, а также с дверями камеры. Техническая характеристика камеры приведена в табл. 13.
Таблица 13
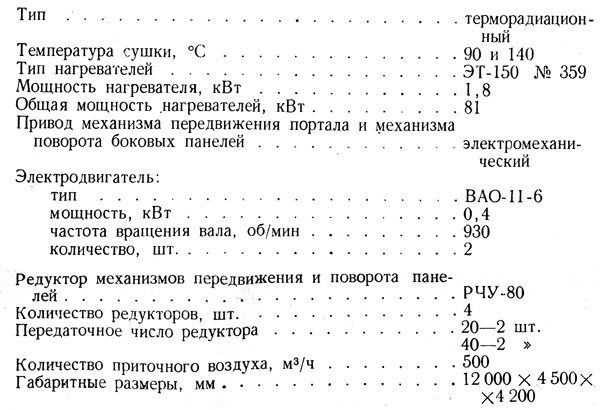
Для терморадиационной сушки автобусов после окраски конструкторским отделом Гипроавтотранса разработан самоходный портал с повторными панелями (рис. 91).
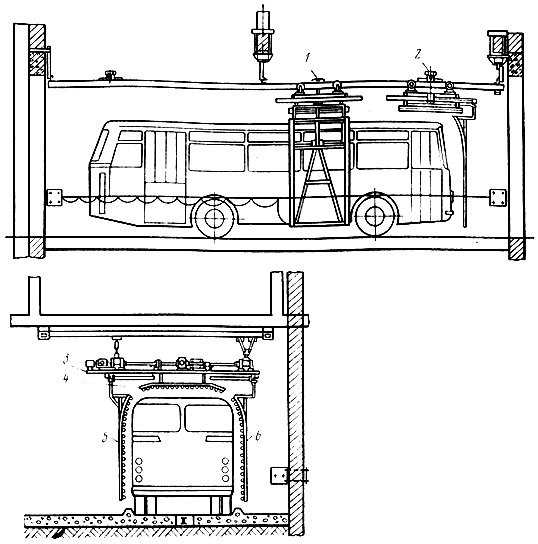
Рис. 91. Самоходный портал с поворотными панелями: 1 - установка кронштейна; 2 - установка аварийного конечного выключателя; 3 - рама; 4 - панель верхняя; 5 и 6 - боковые панели
В этом портале предусмотрены два режима работы - автоматический и ручной. При автоматическом режиме после включения кнопки "Пуск" включаются вентилятор и нагреватели боковых панелей и происходит сушка торца автобуса в течение 15 мин. Затем включается механизм поворота боковых панелей, которые разворачиваются для сушки боковин автобуса. После остановки механизма с помощью выключателя включаются механизм передвижения панелей, а также нагреватели верхней панели. Панели передвигаются до момента их выхода за пределы автобуса. Это положение фиксируется с помощью фотореле, затем вновь включается механизм разворота панелей для сушки Другого торца автобуса. Фиксация панелей в крайнем положении после разворота производится с помощью конечного выключателя. После сушки торца портал автоматически выключается. Схема управления порталом позволяет проводить сушку, начиная с любого торца автобуса. В автоматическом режиме выключение нагревателей возможно лишь при работающем вентиляторе. В случае необходимости частичной сушки автобусов нужные панели включают универсальным переключателем. Световая сигнализация свидетельствует о включении портала, работе в автоматическом или ручном режиме и о работе каждого нагревателя в отдельности.
Опыт работы показал, что в процессе эксплуатации отражатели в терморадиационных камерах покрываются слоем пыли, грязи и пленкой окиси, снижающими коэффициент отражения до 15-20%. В случае расположения сушильной камеры в непосредственной близости от окрасочной камеры поверхность отражателей покрывается также следами лакокрасочного материала, что ведет к резкому снижению отражательной способности рефлекторов, а следовательно, и КПД установки. Это приводит к нарушению технологических режимов сушки лакокрасочных покрытий и к получению некачественной лакокрасочной пленки.
В целях поддержания отражателей в надлежащем состоянии их необходимо периодически (не менее 2 раз в год) подвергать специальной электрохимической обработке для восстановления их первоначальной светотехнической характеристики. Параболические отражательные рефлекторы или своды обычно изготавливают из алюминия, который предварительно подвергается электрополировке. Для защиты поверхности алюминия от коррозии и стабилизации его светотехнических характеристик лаборатория НИИТЛа рекомендует покрывать отражающий свод кремнийор-ганическими или эпоксидными лаковыми пленками (КС-08, Э-4100, К-55), являющимися термостойкими материалами. Покрытия на основе указанных лаков выдерживают длительный нагрев без заметного изменения своих спектральных характеристик.
Существующие системы автоматического регулирования температуры в терморадиационно-конвекционных сушильных камерах, применяемых на авторемонтных заводах, не обеспечивают равномерность облучения инфракрасными лучами всех поверхностей кузова, так как практически установить инфракрасные излучатели на одинаковом расстоянии от различных точек по конфигурации кузова весьма затруднительно.
Для устранения этого недостатка на 5-м Киевском авторемонтном заводе были проведены исследования и опытные испытания специально разработанной системы сушки распределением инфракрасных излучателей по различным точкам кузова в зависимости от цвета окраски, толщины наносимых слоев грунтовки, шпатлевки и краски. Были установлены периоды интенсивного выделения паров растворителя и разбавителя. Это дало возможность построить следующую систему регулирования процесса сушки.
Датчиком контроля установки кузова в камеру служит фотореле, которое состоит из головки МГ-10, электронного фотоусилителя и осветителя ОЛ-4. Фотоголовка и осветитель закреплены противоположных стенках сушильной камеры таким образом, чтобы луч света от осветителя перекрывался кузовом, когда он находится в камере.
После установки кузова в сушильную камеру и закрытия шторки камеры сигнал от датчика включает силовую схему инфракрасных излучателей и включается реле времени, приводящее в действие систему автоматического регулирования процесса сушки.
При этом с помощью датчиков температуры, электронного моста и устройства регулирования интенсивности излучения контролируется температура расчетных точек нагрева конфигурации кузова и поддерживается оптимальная интенсивность излучения инфракрасных лучей. Одновременно блок реле времени обеспечивает управление и регулирование конвекционной установки по заданным фазам процесса сушки. В зависимости от степени полимеризации лакокрасочного покрытия и температурного режима обеспечивается корректировка времени сушки в блоке реле реохордом моста, датчиком отражения цвета и ручным задатчиком.
В момент, когда процесс полимеризации лакокрасочного покрытия завершается, из камеры удаляется в атмосферу загрязненный воздух и подается звуковая сигнализация обслуживающему персоналу, после чего устанавливают последующий кузов для сушки и процесс повторяется.
В процессе опытной эксплуатации установлено, что экономия электрической энергии достигает 40%, а производительность сушильной камеры возрастает в 2 раза.
Указанная система автоматизации процесса сушки лакокрасочных покрытий кузовов легковых автомобилей может быть использована и для сушки лакокрасочных покрытий автобусов и кабин грузовых автомобилей.
Перспективным является метод радиационно-химического отверждения лакокрасочных покрытий (электронно-лучевой сушки), при котором время формирования покрытий сокращается до нескольких секунд. Преимущества этого метода в резком ускорении времени сушки, сокращении производственных площадей в 2-10 раз, снижении затрат энергии на сушку примерно в 10 раз, быстром (в течение нескольких минут) пуске установки, значительном улучшении качества покрытий.
Американский концерн "Форд" начал эксплуатацию первой промышленной линии окраски деталей автомобиля с радиационно-химическим отверждением покрытий. В настоящее время метод радиационно-химического отверждения применяют в основном при окраске изделий сравнительно простой конфигурации.
В нашей стране работы в области радиационно-химического отверждения лакокрасочных покрытий ведутся в разных направлениях, в том числе в создании установок для отверждения покрытий на изделиях сложной конфигурации, разработке оптимальной технологии нанесения лакокрасочных материалов и создании соответствующего оборудования для ее реализации.
Важное значение для охраны окружающей среды имеет внедрение на заводах сушильных камер с дожиганием паров растворителей. Принцип их работы основан на том, что образующиеся во время сушки лакокрасочных материалов растворители используются в качестве источника дополнительного топлива. При этом не только снижается пожаро- и взрывоопасность производства, но и предохраняется атмосфера от загрязнения. Камеры с дожиганием паров растворителей, разработанные Минским конструкторско-технологическим экспериментальным институтом автомобильной промышленности, применяются, в частности, на Минском и Белорусском автозаводах.
Ниже для примера приведены технологические схемы окраски кузовов автомобилей ВАЗ, "Москвич" и автобуса ЛиАЗ-677.
Процесс окраски кузовов на ВАЗе состоит из следующих основных операций: обезжиривания и фосфатирования; нанесения первичного грунта методом электроосаждения, вторичного грунта электростатическим распылением, противошумной мастики пневматическим распылением; мокрой шлифовки поверхности грунтовочного покрытия; нанесения эмали автоматическим пневмораспылением. При использовании метода электроосаждения для грунтования кузовов тщательное удаление загрязнений и создание качественной фосфатной пленки приобретают особое значение. Для тех участков на "черном" кузове, которые поражены коррозией, предусмотрена обработка составом диоксидин (смесь водного раствора фосфорной кислоты и изопропилового спирта с добавкой ПАВ).
Основная обработка кузовов осуществляется в агрегате бондеризации туннельного типа, состоящем из шести зон. В первых двух зонах кузов обезжиривают методами окунания и струйным. В первой зоне наряду со струйной обработкой кузов погружается в раствор до проемов окон с целью наиболее эффективного обезжиривания скрытых сечений и труднодоступных мест в полу и крыльях. Во второй зоне кузова обрабатываются только струйным способом. Обезжиривание осуществляется щелочным моющим раствором концентрата КМ-1. После обезжиривания и промывки поверхность фосфатируется струйным способом с применением концентрата КФ-1.
Для ускорения процесса и улучшения кристаллической структуры фосфатного слоя в ванну при работе установки постоянно добавляется строго дозированное количество нитрита натрия в виде концентрированного (100 г/л) раствора в деминерализованной воде. Для уплотнения структуры пленки в фосфатирующий раствор вводится добавка сегнетовой соли. После фосфатирования кузова тщательно промывают сначала водопроводной, затем деминерализованной водой.
В качестве первичного грунта применяется электрофорезная водоразбавляемая грунтовка ФЛ-093/133 (ТУ 6-10-889-74), которая наносится на предварительно обезжиренные и прошедшие фосфатирование кузова, обдуваемые сжатым воздухом для удаления пыли.
В качестве вторичного грунта применяется эпоксидная грунтовка ЭФ-083 (ТУ 6-10-880-74). Она обладает хорошими защитными свойствами и улучшает декоративные показатели комплексного покрытия кузова. Нанесение двух слоев этого грунта "мокрый по мокрому" осуществляется в окрасочной камере закрытого типа, которая состоит из трех зон: ручного распыления, электроокраски и растекания. В двух первых зонах температура воздуха за счет общезаводской системы кондиционирования поддерживается в пределах 18-20°С, в третьей она составляет 30-35°С. В зоне ручного распыления грунтуются труднодоступные участки кузова (внутренние поверхности, дверные проемы) пневматическими краскораспылителями. Грунтование наружной поверхности полностью автоматизировано и осуществляется во второй зоне способом электростатического распыления с помощью установок фирмы "Ransburg".
Технологические параметры нанесения покрытия грунтовкой ЭФ-083 следующие: рабочая вязкость при 20°С по ВЗ-4-20-22с; растворитель РЭ-11В; температура сушки 145-150°С; длительность сушки 20 мин; толщина сухой пленки 40-50 мкм.
Для обеспечения хорошей адгезии и высокого декоративного вида покрывных слоев вся наружная поверхность загрунтованных кузовов подвергается мокрому шлифованию при помощи вибрационных башмачных машинок. Материал - водостойкая абразивная бумага № 320 и 360. Тщательно отшлифованные кузова промываются технической, затем деминерализованной водой, сушатся при 120-130°С в течение 4-5 мин и поступают на окончательную окраску синтетическими эмалями МЛ-197 (ТУ 6-10-888 - 72).
Эмали наносят пневматическим распылением в три слоя "мокрый по мокрому" автоматическими установками. Каждая из них состоит из одного робота для окраски горизонтальных поверхностей и двух - для вертикальных. Все установки объединены системой автоматики и программирования. Распознавание типа кузова производится с помощью фотоэлементов. Каждая установка имеет пульт управления и пульт подачи краски.
Окрашенные и предварительно выдержанные в камере растекания кузова поступают в трехсекционную камеру конвекционного типа. Технологический процесс заканчивается охлаждением кузова до температуры цеха и контролем ОТК.
Технологические параметры нанесения эмалевых покрытий следующие: рабочая вязкость при 20°С по ВЗ-4 20-24 с; растворитель смесь Р-197 и № 2; температура сушки 100-105°С; длительность сушки 30 мин; толщина сухой пленки 35-45 мкм.
Технологический процесс подготовки и окраски кузовов на АЗЛК состоит из следующих основных операций: обезжиривания и фосфатирования: грунтования первым слоем электроосаждением: нанесения мастики на внутренние и внешние сварные швы, специальных противошумных битумных накладок, противошумной битумной мастики пневмораспылением; грунтования вторым слоем грунта электростатическим распылением; мокрой шлифовки; нанесения эмали автоматическим пневмораспылением.
Вторым грунтом служит подкрашь ГФ-571 (ТУ 6-10-636-74). Внутренние поверхности грунтуют одним слоем подкраши методом ручного пневмораспыления, наружную поверхность - двумя слоями "мокрый по мокрому" электростатическим распылением в специальной камере конструкции АЗЛК. Поскольку подкрашь ГФ-571 имеет недостаточную твердость, то для ее увеличения в краскозаготовительном отделении в материал вводится от 30 до 50% синтетической эмали МЛ-12. Такая смесь применяется для второго слоя, наносимого на наружную поверхность кузова.
Температура воздуха в камерах ручного и электростатического распыления поддерживается за счет кондиционирования в интервале 18-22°С, в тамбуре розлива - 30-35°С. Режим сушки второго грунта - 30 мин при 140°С.
До применения новых грунтов, не требующих шлифовки после их нанесения, хорошая адгезия покрывных слоев эмали обеспечивается тщательной мокрой шлифовкой слоя грунта на части внутренней и наружной поверхности кузова. Шлифовка осуществляется пневматическими машинками и вручную водостойкой абразивной бумагой № 5, а также абразивными сетками. Отшлифованные кузова промываются деминерализованной водой и после 5 мин сушки при 140°С и охлаждения до температуры цеха передаются на окончательную окраску.
Перед камерой удаления пыли кузова обдуваются сжатым воздухом и протираются натуральной замшей. Окончательно пыль удаляется в камере протиркой наружной поверхности марлей, смоченной лаком № 401. Затем кузова поступают в камеру окраски.
Технологический процесс подготовки и окраски кузова автобуса на ЛиАЗе. На Ликинском автобусном заводе обезжиривание, фосфатирование и грунтование деталей (панелей, надколесных кожухов и др.) выполняют до сборки. В настоящее время подготовка к окраске крупногабаритных узлов кузова (основания, каркасов боковин и крыши) до сборки кузова производится в следующем порядке: струйное обезжиривание составом КМ-1; двойная промывка с добавлением NaN02 сушка в конвекционной газовой камере; грунтование грунтовкой ГФ-017 пневмораспылением; сушка в камере в течение 20 мин при температуре 120°С, после чего узлы передаются на сборку.
Согласно разработанному проекту в будущем все операции будут производиться на пульсирующем конвейере с тактом 10 мин в следующем порядке: струйное обезжиривание КМ-1; двойная промывка с добавлением NaNO2; струйное фосфатирование составом КФ-1; сушка в газовой конвекционной камере; грунтование окунанием грунтовкой ПФ-033; стекание излишков грунтовки; сушка при 170°С в течение 20 мин в двухсекционной камере (такт 10 мин); нанесение мастики БПМ-1 или № 213 на основание кузова со стороны, обращенной к полотну дороги; сушка при 130°С в течение 20 мин; передача кузова на сборку.
На постах сборки все глубокие дефекты в поверхностях панелей кузовов (от 0,5 мм и больше) заполняют смесью термопластиков ТПФ-37 и ПФН-12 в соотношении 1 : 1 газопламенным напылением. Затем кузов передается на конвейер окраски. Здесь наносят краскораспылителем противошумную мастику БПМ-1 на внутренние поверхности кузова (потолок, боковые панели ниже окон), а на соединение плит бакелизированной фанеры, на "швы" уложенного на пол основания наносят шпателем мастику № 579. Затем снимают опыление мастики с наружных панелей и всю поверхность кузова, не покрытую мастикой внутри и снаружи, обезжиривают протиркой салфеткой, смоченной в уайт-спирите. После этого производятся грунтование кузова грунтовкой ГФ-017, сушка грунта при температуре 125-130°С в течение 20 мин и охлаждение на воздухе в течение 10 мин. Дефектные места шпатлюют шпатлевкой ПФ-00-2. После высыхания ее шлифуют, удаляют пыль сжатым воздухом и наносят первый выявительный слой эмали МЛ-197 краскораспылителем ЭП-1030 (ЗиЛ). Сушат эмаль в течение 30-40 мин при температуре 90-100°С. Затем исправляют выявленные дефекты шпатлевкой МС-00-6. После сушки шпатлевки ее шлифуют, протирают кузов салфеткой и обдувают сжатым воздухом. Окрашивают кузов вторым и третьим слоями эмали МЛ-197 "мокрый по мокрому" и сушат покрытие при 90-100°С в течение 30-40 мин. Исправляют выявленные дефекты указанным выше способом, подкрашивают исправленные дефектные места и сушат их при 115-120°С в течение 20 мин. Затем изолируют места, не подлежащие окраске другим цветом, бумагой, закрепленной оклеечной лентой, и окрашивают поясную линию кузова в другой цвет, Появившееся при этом опыление мест, не подлежащих окраске, снимают уайт-спиритом и сушат покрытие при 100°С в течение 30-40 мин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://motorzlib.ru/ 'Автомобилестроение, наземный транспорт и организация движения'